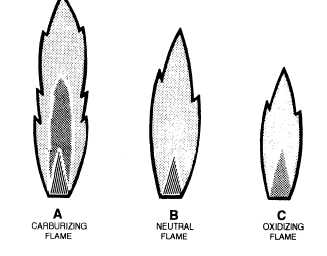
Figure 4-17. - MAPP-gas flames.
After checking the fuel-gas adjustment, you can adjust the oxygas flame to obtain the desired characteristics for the work at hand, by further manipulating the oxygen and fuel-gas needle valves according to the torch manufacturer's direction.
There are three types of gas flames commonly used for all oxygas processes. They are carburizing, neutral, and oxidizing. To ensure proper flame adjustment, you should know the characteristics of each of these three types of flame. Figure 4-17 shows how the three different flames look when using MAPP gas as the fuel.
A pure fuel-gas flame is long and bushy and has a yellowish color. It takes the oxygen it needs for combustion from the surrounding air. The oxygen available is not sufficient enough to burn the fuel gas completely; therefore, the flame is smokey and consists of soot. This flame is not suitable for use. You need to increase the amount of oxygen by opening the oxygen needle valve until the flame takes on a bluish white color, with a bright inner cone surrounded by a flame envelope of a darker hue. It is the inner cone that develops the required operating temperature.
CARBURIZING FLAME.-The carburizing flame always shows distinct colors; the inner cone is bluish white, the intermediate cone is white, the outer envelope flame is light blue, and the feather at the tip of the inner cone is greenish. The length of the feather can be used as a basis for judging the degree of carburization. The highly carburizing flame is longer with yellow or white feathers on the inner cone, while the slightly carburizing flame has a shorter feather on the inner cone and becomes more white. The temperature of carburizing flames is about 5400°F.
Strongly carburizing flames are not used in cutting low-carbon steels because the additional carbon they add causes embrittlement and hardness. These flames are ideal for cutting cast iron because the additional carbon poses no problems and the flame adds more heat to the metal because of its size.
Slightly carburizing flames are ideal for cutting steels and other ferrous metals that produce a large amount of slag. Although a neutral flame is best for most cutting, a slightly carburizing flame is ideal for producing a lot of heat down inside the kerf. It makes fairly smooth cuts and reduces the amount of slag clinging to the bottom of the cut.
NEUTRAL FLAME.-The most common preheat flame for oxygas cutting is the neutral flame. When you increase the oxygen, the carburizing flame becomes neutral. The feather will disappear from the inner flame cone and all that will be left is the dark blue inner flame and the lighter blue outer cone. The temperature is about 5600°F.
The neutral flame will not oxidize or add carbon to the metal you are cutting. In actuality, a neutral flame acts like the inert gases that are used in TIG and MIG welding to protect the weld from the atmosphere. When you hold a neutral preheat flame on one spot on the metal until it melts, the molten puddle that forms looks clear and lies very quietly under the flame.
OXIDIZING FLAME.-When you add a little more oxygen to the preheat flame, it will quickly become shorter. The flame will start to neck down at the base, next to the flame ports. The inner flame cone changes from dark blue to light blue. Oxidizing flames are much easier to look at because they are less radiant than neutral flames. The temperature is about 6000°F.
The oxidizing flame is rarely used for conventional cutting because it produces excessive slag and does not leave square-cut edges. Oxidizing flames are used in conjunction with cutting machines that have a high-low oxygen valve. The machine starts the cut with a oxidizing flame then automatically reverts to a neutral flame. The oxidizing flame gives you fast starts when using high-speed cutting machines and is ideal for piercing holes in plate. Highly oxidizing flames are only used in cutting metal underwater where the only source of oxygen for the torch is supplied from the surface.
CUTTING MILD-CARBON STEEL
To cut mild-carbon steel with the oxygas cutting torch, you should adjust the preheating flames to neutral.
Continue Reading