difficult to handle, especially if you are working on a structure that requires a lot of moving around. The best size cable is one that meets the amperage demand but is small enough to manipulate with ease.
As a rule, the cable between the machine and the work should be as short as possible. Use one continuous length of cable if the distance is less than 35 feet. If you must use more than one length of cable, join the sections with insulated lock-type cable connectors. Joints in the cable should be at least 10 feet away from the operator.
Electrode Holder
An electrode holder, commonly called a stinger, is a clamping device for holding the electrode securely in any position. The welding cable attaches to the holder through the hollow insulated handle. The design of the electrode holder permits quick and easy electrode exchange. Two general types of electrode holders are in use: insulated and noninsulated. The noninsulated holders are not recommended because they are subject to accidental short circuiting if bumped against the work- piece during welding. For safety reasons, try to ensure the use of only insulated stingers on the jobsite.
Electrode holders are made in different sizes, and manufacturers have their own system of designation. Each holder is designed for use within a specified range of electrode diameters and welding current. You require a larger holder when welding with a machine having a 300-ampere rating than when welding with a 100-ampere machine. If the holder is too small, it will overheat.
Ground Clamps
The use of a good ground clamp is essential to producing quality welds. Without proper grounding, the circuit voltage fails to produce enough heat for proper welding, and there is the possibility of damage to the welding machine and cables. Three basic methods are used to ground a welding machine. You can fasten the ground cable to the workbench with a C-clamp (fig. 7- 4), attach a spring-loaded clamp (fig. 7-5) directly onto the workpiece, or bolt or tack-weld the end of the ground cable to the welding bench (fig. 7-6). The third way creates a permanent common ground.
Cleaning Equipment
Strong welds require good preparation and procedure. The surface area of the workpiece must be free of all foreign material, such as rust, paint, and oil. A steel brush is an excellent cleaning tool and is an essential
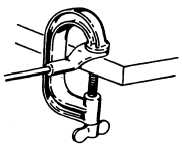
Figure 7-4. - C-clamped ground cable.
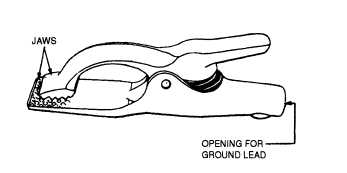
Figure 7-5. - A spring-loaded ground clamp for the ground lead.
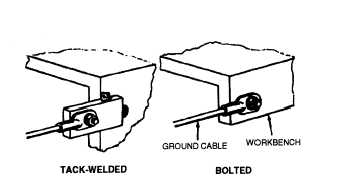
Figure 7-6. - Bolted and tack-welded ground clamps.
part of the welder's equipment. After initial cleaning and a weld bead has been deposited, the slag cover must be removed before additional beads are added. The chipping hammer was specifically designed for this task. The chipping operation is then followed by more brushing, and this cycle is repeated until the slag has been removed. When the slag is not removed, the result is porosity in the weld that weakens the weld joint.
Cleaning can also be accomplished by the use of power tools or chemical agents. If these items are used, it is essential that all safety precautions are followed.
Safety Equipment
Arc welding not only produces a brilliant light, but it also emits ultraviolet and infrared rays that are very
Continue Reading