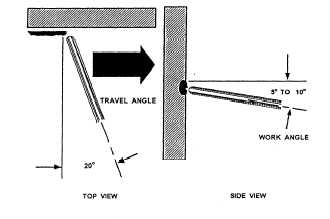
Figure 7-24. - Horizontal welding angles.
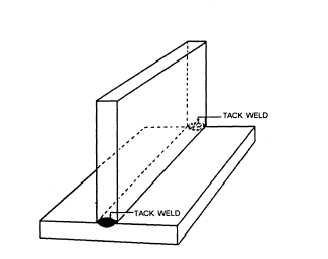
Figure 7-25. - Tack-weld to hold the tee joint elements in place.
An inexperienced welder usually finds the horizontal position of arc welding difficult, at least until he has developed a fair degree of skill in applying the proper technique. The primary difficulty is that in this position you have no "shoulder" of previously deposited weld metal to hold the molten metal.
Electrode Movement
In horizontal welding, position the electrode so that it points upward at a 5- to 10-degree angle in conjunction with a 20-degree travel angle (fig. 7-24). Use a narrow weaving motion in laying the bead. This weaving motion distributes the heat evenly, reducing the tendency of the molten puddle to sag. You should use the shortest arc length possible, and when the force of the arc under- cuts the plate at the top of the bead, lower the electrode holder a little to increase the upward angle.
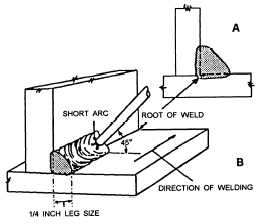
Figure 7-26. - Position of electrode and fusion area of fillet weld on a tee joint.
As you move in and out of the crater, pause slightly each time you return. This keeps the crater small and the bead has less tendency to sag.
Joint Type
Horizontal-position welding can be used on most types of joints. The most common types of joints it is used on are tee joints, lap joints, and butt joints.
TEE JOINTS. - When you make tee joints in the horizontal position, the two plates are at right angles to each other in the form of an inverted T. The edge of the vertical plate may be tack-welded to the surface of the horizontal plate, as shown in figure 7-25.
A fillet weld is used in making the tee joint, and a short arc is necessary to provide good fusion at the root and along the legs of the weld (fig. 7-26, view A). Hold the electrode at an angle of 45 degrees to the two plate surfaces (fig. 7-26, view B) with an incline of approximately 15 degrees in the direction of welding.
When practical, weld light plates with a fillet weld in one pass with little or no weaving of the electrode. Welding of heavier plates may require two or more passes in which the second pass or layer is made with a semicircular weaving motion, as shown in figure 7-27. To ensure good fusion and the prevention of undercutting, you should make a slight pause at the end of each weave or oscillation.
For fillet-welded tee joints on 1/2-inch plate or heavier, deposit stringer beads in the sequence shown in figure 7-28.
Continue Reading