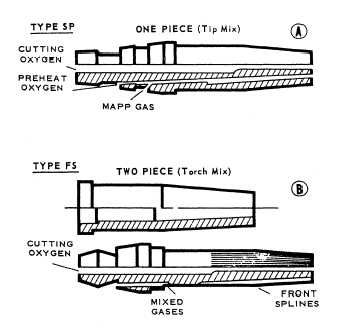
Figure 4-16.-MAPP gas cutting tips.
flames are too short, the orifices are still partially blocked. If the flames snap out when you close the valves, the orifices are still distorted.
If the tip seat is dirty or scaled and does not properly fit into the torch head, heat the tip to a dull red and quench it in water. This will loosen the scale and dirt enough so you can rub it off with a soft cloth.
MAPP GAS CUTTING TIPS.-Four basic types of MAPP gas cutting tips are used: two are for use with standard pressures and normal cutting speeds, and two are for use with high pressures and high cutting speeds. Only the standard pressure tips, types SP and FS, will be covered here since they are the ones that Steelworkers will most likely use. SP stands for standard pressure and FS for fine standard.
The SP tip (fig. 4-16, view A) is a one-piece standard pressure tip. It is used for cutting by hand, especially by welders who are accustomed to one-piece tips. SP tips are more likely to be used in situations where MAPP gas is replacing acetylene as the fuel gas.
The FS tip (fig. 4-16, view B) is a two-piece, fine spline, standard pressure tip. It is used for cutting by hand as well as by machine. Welders accustomed to two-piece cutting tips will use them in hand cutting, especially when MAPP gas is replacing natural gas or propane as the fuel gas. The FS tips will produce heavier preheating flames and faster starts than the SP tips; however, two-piece tips will not take as much thermal or physical abuse as one-piece tips. But in the hands of skilled Steelworkers, they should last as long as one- piece tips.
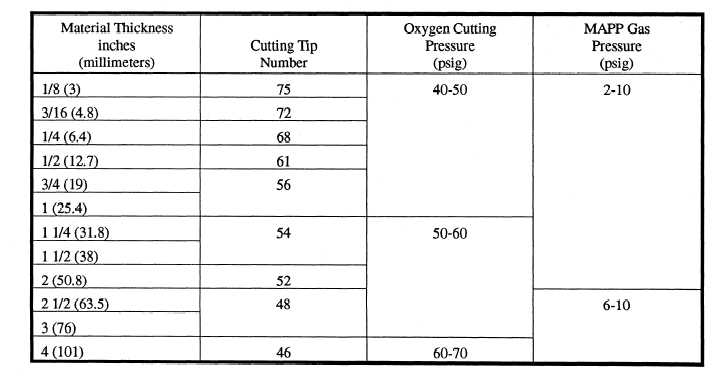
Recommended tip sizes and gas pressures for use in cutting different thicknesses of steel using MAPP gas as a fuel are given in table 4-1.
Table 4-1.-Recommended MAPP Gas Tip Sizes and Oxyfuel Pressures