Home > Construction Training Manuals > Steelworker Volume 01 > Figure 6-3.Filing A Soldering Copper.
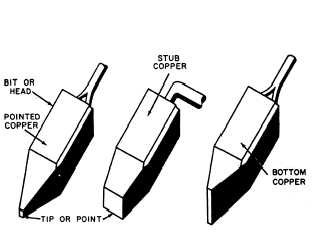
Figure 6-2.-Soldering copper heads.
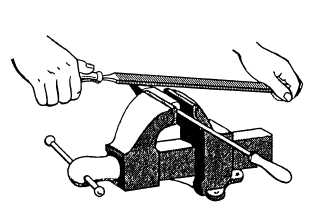
Figure 6-3.-Filing a soldering copper.
The handle, which may be wood or fiber, is either forced or screwed onto the rod.
Soldering heads are available in various shapes. Figure 6-2 shows three of the more commonly used types. The pointed copper is for general soldering work The stub copper is used for soldering flat seams that need a considerable amount of heat. The bottom copper is used for soldering seams that are hard to reach, such as those found in pails, pans, trays, and other similar objects.
Nonelectrical coppers are supplied in pairs. This is done so one copper can be used as the other is being heated. The size designation of coppers refers to the weight (in pounds) of TWO copperheads; thus a refer- ence to a pair of 4-pound coppers means that each copper head weighs 2 pounds. Pairs of coppers are usually supplied in 1-pound, 1 1/2-pound, 3-pound, 4-pound, and 6-pound sizes. Heavy coppers are de- signed for soldering heavy gauge metals, and light cop- pers are for thinner metals. Using the incorrect size of copper usually results in either poorly soldered joints or overheating.
Filing and Tinning Coppers.-New soldering coppers must be tinned (coated with solder) before use.
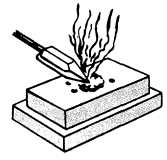
Figure 6-4.-Tinning a copper (solder placed on cake of sal ammoniac).
Also, coppers must be filed and retinned after overheating or for any other reason that caused the loss of their solder coating. The procedure for filing and tinning a copper is as follows:
1. Heat the copper to a cherry red.
2. Clamp the copper in a vise, as shown in figure 6-3.
3. File the copper with a single-cut bastard file. Bear down on the forward stroke, and release pressure on the return stroke. Do not rock the file. Continue filing the tapered sides of the copper until they are bright and smooth.
CAUTION
Remember that the copper is hot! Do not touch it with your bare hands.
4. Smooth off the point of the copper and smooth off any sharp edges.
5. Reheat the copper until it is hot enough to melt the solder.
6. Rub each filed side of the copper back and forth across a cake of sal ammoniac, as shown in figure 6-4.
7. Apply solder to the copper until it is tinned. You may rub the solder directly onto the copper, or place it on the cake of sal ammoniac. Do not push the iron into the cake of sal ammoniac, because this can split the cake.
When sal ammoniac is not available, use powdered rosin instead. In this instance, place the powdered rosin on top of a brick. Rub the copper back and forth to pick up the rosin and then place the solder directly onto the copper. (See fig. 6-5.)
Commercially prepared soldering salts are also used in tinning soldering coppers. These salts are available in
Continue Reading