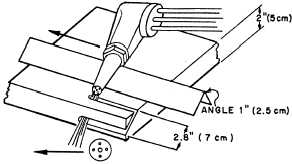
Figure 4-24. - Using angle iron to cut bevels on steel plate.

Figure 4-23. - Typical gouging operation using a low-velocity cutting jet for better control of depth and width.
more difficult. A preheat temperature of about 500°F is normally satisfactory.
When cutting cast iron, adjust the preheating flame of the torch to a carburizing flame. This prevents the formation of oxides on the surface and provides better preheat. The cast-iron kerf is always wider than a steel kerf due to the presence of oxides and the torch movement. The torch movement is similar to scribing semi- circles along the cutting line (fig. 4-22). As the metal becomes molten, trigger the cutting oxygen and use its force to jet the molten metal out of the kerf. Repeat this action until the cut is complete.
Because of the difficulty in cutting cast iron with the usual oxygas cutting torch, other methods of cutting were developed. These include the oxygen lance, carbon-arc powder, inert-gas cutting, and plasma-arc methods.
GOUGING MILD STEEL
Cutting curved grooves on the edge or surface of a plate and removing faulty welds for rewelding are additional uses for the cutting torch. The gist of groove cutting or gouging is based on the use of a large orifice, low-velocity jet of oxygen instead of a high-velocity jet. The low-velocity jet oxidizes the surface metal only and gives better control for more accurate gouging. By varying the travel speed, oxygen pressure, and the angle between the tip and plate, you can make a variety of gouge contours.
A gouging tip usually has five or six preheat orifices that provide a more even preheat distribution. Automatic machines can cut grooves to exact depths, remove bad spots, and rapidly prepare metal edges for welding. Figure 4-23 shows a typical gouging operation.
If the gouging cut is not started properly, it is possible to cut accidently through the entire thickness of the plate. If you cut too shallow, you can cause the operation to stop. The travel speed of the torch along the gouge line is important. Moving too fast creates a narrow, shallow gouge and moving too slow creates the opposite; a deep, wide gouge.
BEVELING MILD STEEL
Frequently, you must cut bevels on plate or pipe to form joints for welding. The flame must actually cut through 2.8 inches of metal to make a bevel cut of 45 degrees on a 2-inch steel plate. You must take this into consideration when selecting the tip and adjusting the pressures. You use more pressure and less speed for a bevel cut than for a straight cut.
When bevel cutting, you adjust the tip so the pre-heating orifices straddle the cut. Apiece of l-inch angle iron, with the angle up, makes an excellent guide for beveling straight edges. To keep the angle iron in place while cutting, you should use a heavy piece of scrap, or tack-weld the angle to the plate being cut. Move the torch along this guide, as shown in figure 4-24.
ELECTRIC DRIVE CUTTING TORCH CARRIAGE
An improvement over mechanical guides is an electric motor-driven cutting torch carriage. The speed of the motor can be varied allowing the welder to cut to dimensions and to cut at a specific speed. A typical motor driven carriage has four wheels: one driven by a reduction gear, two on swivels (castor style), and one freewheeling. The torch is mounted on the side of the carriage and is adjusted up and down by a gear and rack
Continue Reading