adjoining base metals and permits the filler to penetrate the pores of the metal.
You should carefully select the flux for each brazing operation. Usually the manufacturer's label specifies the type of metal to be brazed with the flux. The following factors must be considered when you are using a flux:
Base metal or metals used
Brazing filler metal used
Source of heat used
Flux is available in powder, liquid, and paste form. One method of applying the flux in powdered form is to dip the heated end of a brazing rod into the container of the powdered flux, allowing the flux to stick to the brazing rod. Another method is to heat the base metal slightly and sprinkle the powdered flux over the joint, allowing the flux to partly melt and stick to the base metal. Sometimes, it is desirable to mix powdered flux with clean water (distilled water) to form a paste.
Flux in either the paste or liquid form can be applied with a brush to the joint. Better results occur when the filler metal is also given a coat.
The most common type of flux used is borax or a mixture of borax with other chemicals. Some of the commercial fluxes contain small amounts of phospho- rus and halogen salts of either iodine, bromine, fluorine, chlorine, or astatine. When a prepared flux is not available, a mixture of 12 parts of borax and 1 part boric acid may be used.
WARNING
Nearly all fluxes give off fumes that may be toxic. Use them only in WELL-VENTILATED spaces.
JOINT DESIGN
In brazing, the filler metal is distributed by capillary action. This requires the joints to have close tolerances and a good fit to produce a strong bond. Brazing has three basic joint designs (fig. 6-13): lap, butt, and scarf. These joints can be found in flat, round, tubular, or irregular shapes.
Lap Joints
The lap joint is one of the strongest and most frequently used joint in brazing, especially in pipe work The primary disadvantage of the lap joint is the increase
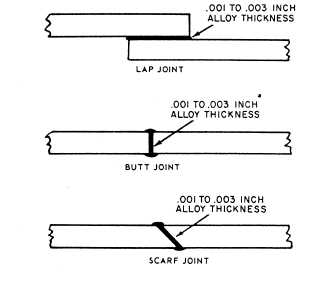
Figure 6-13. - Three types of common joint designs for brazing.
in thickness of the final product. For maximum strength, the overlap should be at least three times the thickness of the metal. A 0.001-inch to 0.003-inch clearance between the joint members provides the greatest strength with silver-based brazing filler metals. You should take precautions to prevent heat expansion from closing joints that have initial close tolerances.
Butt Joints
Butt joints are limited in size to that of the thinnest section so maximum joint strength is impossible. Butt joint strength can be maximized by maintaining a joint clearance of 0.001 to 0.003 of an inch in the finished braze. The edges of the joint must be perfectly square to maintain a uniform clearance between all parts of the joint. Butt joints are usually used where the double thickness of a lap joint is undesirable. When double- metal thickness is objectionable and you need more strength, the scarf joint is a good choice.
Scarf Joints
A scarf joint provides an increased area of bond without increasing the thickness of the joint. The area of bond depends on the scarf angle cut for the joint. Usually, an area of bond two to three times that of a butt joint is desirable. A scarf angle of 30 degrees gives a bond area twice that of a 90-degree butt joint, and an angle of 19 1/2 degrees increases the bond area three times.
Continue Reading