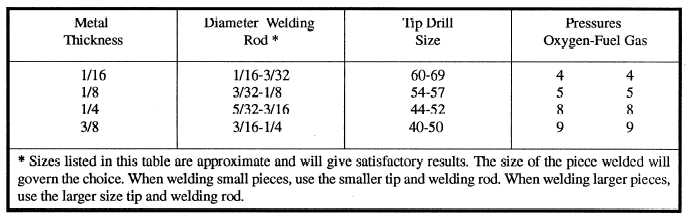
Table 5-1. - Welding Rod Sizes and Tip Sizes Used to Weld Various Thicknesses of Metal
different types of torches and, in some cases, even with types of maintenance duties that you will be required to different models made by the same manufacturer.
After lighting the torch, you adjust the flame according to the type of metal being welded. In-depth coverage of the different types of flames is covered in chapter 4.
The carburizing flame is best used for welding high-carbon steels, for hardfacing, and for welding non- ferrous alloys, such as Monel. A neutral flame is the correct flame to use for welding most metals. When steel is welded with this flame, the puddle of molten metal is quiet and clear, and the metal flows without boiling, foaming, or sparking. The welding flame should always be adjusted to neutral before either the oxidizing or carburizing flame mixture is set.
The oxidizing flame has a limited use and is harmful to many metals. When applied to steel, the oxidizing flame causes the molten metal to foam and produce sparks. The major use of the flame is that of the slightly oxidizing flame used to braze steel and cast iron. A stronger oxidizing flame is used for fusion welding brass and bronze. You determine the amount of excess oxygen to use by watching the molten metal.
MAINTAINING THE EQUIPMENT
For welding equipment to operate at peak efficiency and give useful service, you must perform the proper maintenance and upkeep on it. Your responsibilities involve the maintenance and care of oxygas welding equipment. You will not be required to make major repairs to welding equipment; but when major repairs are needed, it is your responsibility to see that the equipment is removed from service and turned in for repair. This section briefs you on some of the common perform,
Torch Gas Leaks
At times the needle valves may fail to shut off when hand tightened in the usual manner. When this happens, do not use a wrench to tighten the valve stem. Instead, open the valve and try to blow the foreign matter off the valve seat, using the working gas pressure in the hose. If this fails, it will be necessary to remove the stem assembly and wipe the seat clean. Reassemble the valve and try closing it tightly by hand several times. If these measures fail to stop the leak, you should have the parts replaced or the valve body reseated. These repairs should be made only by qualified personnel.
When there is leakage around the torch valve stem, you should tighten the packing nut or repack it if necessary. For repacking, you should use only the packing recommended by the manufacturer of the torch. DO NOT USE ANY OIL. If the valve stem is bent or badly worn, replace it with a new stem.
Before you use a new torch for the first time, it is a good idea to check the packing nut on the valves to make sure it is tight. The reason is that some manufacturers ship torches with these nuts loose.
Leaks in the mixing-head seat of the torch causes oxygen and fuel-gas leaks between the inlet orifices leading to the mixing head. This problem causes improper gas mixing and results in flashbacks. The problem can be corrected by having the seat in the torch head reamed and by truing the mixing-head seat. Usually, you must send the equipment to the manufacturer for these repairs.
Continue Reading