Table 2-3. - 0xide Colors for Tempering Steel
Cold chisels and similar tools must have hard cutting edges and softer bodies and heads. The head must be tough enough to prevent shattering when struck with shammer.The cutting edge must be more than twice as hard as the head, and the zone separating the two must be carefully blended to prevent a lineof demarcation. A method of color tempering frequently used for chisels and similar tools is one in which the cutting end is heated by the residual heat of the opposite end of the same tool. To harden and tempera cold chisel by this method, you heat the tool to the proper hardening temperature and then quench the cutting end only. Bob the chisel up and down in the bath, always keeping the cutting edge below the surface. This method air-cools the head while rapidly quenching the cutting edge. The result is a tough head, fully hardened cutting edge, and a properly blended structure.
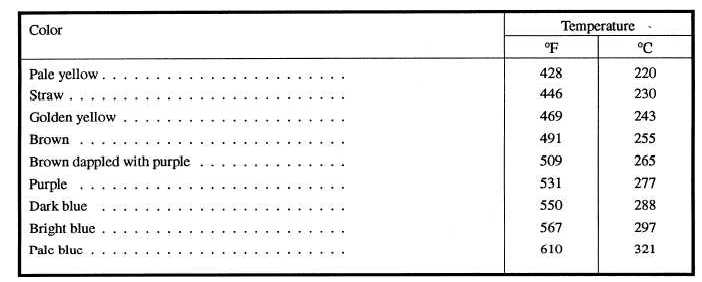
When the cutting end has cooled, remove the chisel from the bath and quickly polish the cutting end with a buff stick (emery). Watch the polished surface, as the heat from the opposite end feeds back into the quenched end. As the temperature of the hardened end increases, oxide colors appear. These oxide colors progress from pale yellow, to a straw color, and end in blue colors. As soon as the correct shade of blue appears, quench the entire chisel to prevent further softening of the cutting edge. The metal is tempered as soon as the proper oxide color appears and quenching merely prevents further tempering by freezing the process. This final quench has no effect on the body and the head of the chisel, because their temperature will have dropped below the critical point by the time the proper oxide color appears on the cutting edge. When you have completed the above described process, the chisel will be hardened and tempered and only needs grinding.
During the tempering, the oxide color at which you quench the steel varies with the properties desired in the part. Table 2-3 lists the different colors and their corresponding temperatures. To see the colors clearly, you must turn the part from side to side and have good lighting. While hand tempering produces the same result as furnace tempering, there is a greater possibility for error. The slower the operation is performed, the more accurate are the results obtained.
QUENCHING MEDIA
The cooling rate of an object depends on many things. The size, composition, and initial temperature of the part and final properties are the deciding factors in selecting the quenching medium. A quenching medium must cool the metal at a rate rapid enough to produce the desired results.
Mass affects quenching in that as the mass increases, the time required for complete cooling also increases. Even though parts are the same size, those containing holes or recesses cool more rapidly than solid objects. The composition of the metal determines the maximum cooling rate possible without the danger of cracking or warping. This critical cooling rate, in turn, influences the choice of the quenching medium.
The cooling rate of any quenching medium varies with its temperature; therefore, to get uniform results,
Continue Reading