steel but may also be made of aluminum in smaller engines.
The upper end of the connecting rod is connected to the piston by the piston pin. The piston pin is locked in the pin bosses, or it floats in both piston and connecting rod. The upper hole of the connecting rod has a solid bearing (bushing) of bronze or similar material. As the lower end of the connecting rod revolves with the crankshaft, the upper end is forced to turn back and forth on the piston pin. Although the movement is slight, the bushing is necessary because the temperatures and pressures are high. If the piston pin is semifloating, a bushing is not needed.
The lower hole in the connecting rod is split, so it can be clamped around the crankshaft. The bottom part, or cap, is made of the same type of material as the rod and is attached by two or more bolts. The surface that bears on the crankshaft is generally a bearing material in the form of a split shell, although, in a few cases, it may be spun or die-cast in the inside of the rod and cap during manufacture. The two parts of the separate bearing are positioned in the rod and cap by dowel pins and projections or by a short brass screw. The shell may be of Babbitt metal that is die-cast on a backing of bronze or steel. Split bearings may be of the precision or semiprecision type.
The PRECISION type of bearing is accurately finished to fit the crankpin and does not require further fitting during installation. It is positioned by projections on the shell that match relief in the rod and cap. The projections prevent the bearings from moving sideways and from rotary motion in the rod and cap.
The SEMIPRECISION type of bearing is fastened to or die-cast with the rod and cap. Before installation, it is machined and fitted to the proper inside diameter with the cap and rod bolted together.
The connecting rod bearings are fed a constant supply of oil through a hole in the crankshaft journal. A hole in the upper bearing half feeds a passage in the connecting rod to provide oil to the piston pin.
Connecting rod numbers are used to assure a proper location of each connecting rod in the engine. They all assure that the rod cap is installed on the rod body correctly. When connecting rod caps are being manufactured, they are bolted to the connecting rods. Then the lower end holes are machined in the rods. Since the holes may not be perfectly centered, rod caps must NOT be mixed up or turned around. If the cap is installed without the rod numbers in alignment, the bore will NOT be perfectly round. Connecting rod caps, crankshaft, and bearing damage will result.
In addition to the proper fit of the connecting rod bearings and the proper position of the connecting rod, the alignment of the rod itself must be considered. That is to say, the hole for the piston pin and the crankpin must be precisely parallel. Equipment of suitable accuracy is available for checking connecting rods (fig. 3-39). EVERY connecting rod should be checked for proper alignment just before it is installed in the engine. Misalignment of connecting rods causes many hard to locate noises in the engine.
Crankshaft
As the pistons collectively might be regarded as the heart of the engine, so the CRANKSHAFT (fig. 3-40) may be considered its backbone. The crankshaft is the part of the engine that transforms the reciprocating motion of the piston to rotary motion. It transmits power through the flywheel, the clutch, the transmission, and the differential to drive your vehicle.
Crankshafts are made from forged or cast steel. Forged steel is the stronger of the two and is used in commercial and military engines. The cast unit is primarily used in light- and regular-duty gasoline engines. After the rough forging or casting is produced, it becomes a finished product by going through the following steps:
Each hole is located and drilled.
Each surface is rough machined
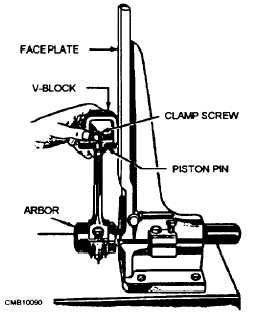
Figure 3-39. - Checking connecting rod alignment.
Continue Reading