Home > Construction Training Manuals > Construction Mechanic Basic > Figure 3-56.Valve-Refacing Machine.
place them on a piece of board with holes drilled and numbered to correspond with the cylinder each valve came from.
The next step is to resurface the valve face. This is done by using a valve grinding or refacing machine. VALVE GRINDING is done by machining a fresh, smooth surface on the face and stem tips. Valve faces suffer from burning, pitting, and wear caused by opening and closing millions of times during the service life of the engine. Valve stem tips wear because of friction from the rocker arms.
Although there are some variations in design, most valve grinding machines (fig. 3-56) are basically the same. They use a grinding stone and a precision chuck to remove a thin layer of metal from the valve and stem tip. The following steps are used in preparing to reface a valve:
DRESS THE STONE by using a diamond cutter to true stone surface (fig. 3-57). Do this before grinding the valves. A diamond-tipped cutting attachment is provided with the machine for truing the stone. Follow the equipment manufacturer's instructions for that specific piece equipment.
CAUTION
Be careful when using a diamond tool to dress a stone. Wear eye protection and feed the diamond into the stone SLOWLY. If fed too fast, tool or stone breakage may result.
SET THE CHUCK ANGLE by rotating the valve grinding machine chuck assembly. An interference angle (normally 1 degree difference in valve face angle and valve seat angle) is set on the machine. If the valve seat is 45 degrees, the chuck is set to 44 degrees. This allows for reduced break-in and sealing time.
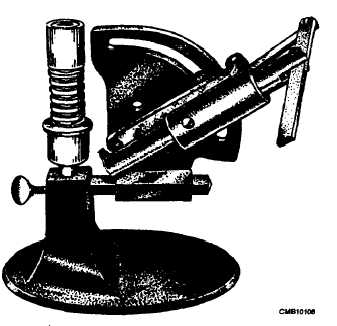
Figure 3-57. - Stone dresser.
CHUCK THE VALVE in the valve grinding machine by inserting the valve stem into the chuck Make sure the stem is inserted so the chuck grasps the machine surface nearest the valve head.
WARNING
The chuck must NOT clamp onto an unmachined surface or runout will occur.
Before grinding, inspect each valve face for burning and each stem for wear. Replace valves that are badly worn or burned. Grind a new valve along with the old, used valves.
WARNING
Wear a face shield when grinding valves. The stone could shatter, throwing debris into your face.
To grind the valve face, turn on the machine and cooling fluid SLOWLY feed the valve into the stone. While feeding, slowly move the valve back and forth in front of the stone. Use the full face of the stone but do NOT let the valve face move out of contact with the stone while cutting. Grind the valve only long enough to clean up its face. When the full valve face looks shiny with no darken pits, shut the machine off and inspect the face.
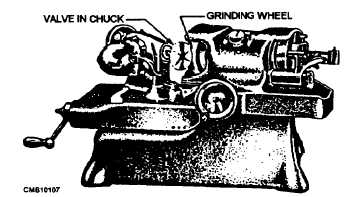
Figure 3-56. - Valve-refacing machine.
Continue Reading