
Figure 3-62. - Self-centering pilot.
instructions. The following procedures are typical for grinding valve seats:
Select and install the correct size pilot (metal shaft that fits into the guide and supports cutting stone or carbide cutter) (fig. 3-62). The pilot should fit snugly in the valve guide and not wiggle.
Select the correct stone for the valve seat. It must be slightly larger in diameter than the seat and must have the correct face angle. Slip the stone- and-sleeve assembly over the pilot.
Insert the power head into the sleeve assembly. Support the weight of the power head. Grind only long enough to clean up pits in the seat. Check the progress often to ensure that you do not remove more material than necessary to get a good seat.
After grinding valve seats, it is recommended that you lap the contact surfaces of the valve and valve seat. Lapping valves are done to check the location of the valve-to-seat contact point and to smooth the mating surfaces.
To lap the valve, dab grinding compound (abrasive paste) on the valve face. Install the valve into the cylinder head and rotate with a lapping stick (a wooden stick with a rubber plunger for holding the valve head). Rub your hands back and forth on the lapping stick to spin the valve on its seat. This rubs the grinding compound between the valve face and the seat. Remove the valve and check the contact point. A dull gray stripe around the seat and face of the valve indicates the valve- to-seat contact point. This helps you narrow or move the valve seat. A few manufacturers do NOT recommend valve lapping. Refer to the manufacturer's service manual for details.
WARNING
Make sure you clean all of the valve grinding compound off the valve and cylinder head. The compound can cause rapid part wear.
Another way to check valve-to-seat contact is by spreading a thin coat of prussian blue on the valve face or putting lead pencil marks on the valve seat. If, when turning the valve on its seat, an even deposit of coloring
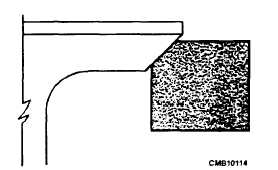
Figure 3-63. - Normal valve seat.
is seen on the valve seat or the pencil lines are removed, the seating is perfect. The valve should NOT be rotated more than one-eighth turn as a high spot could give a false indication if turned one full revolution.
Figure 3-63 shows a normal valve seat. This will vary according to the manufacturer's specification. The seat should touch near the center of the valve face with the correct contact width. Typically, an intake valve should have a valve-to-seat contact width of about 1/16 of an inch. An exhaust valve should have a valve-to- seat contact width of approximately 3/32 of an inch. Check the manufacturer's service manual for exact values.
When the valve seat does NOT touch the valve face properly (wrong width or location on the valve) (fig. 3-64), regrind the seat using different angles, usually 15-degree and 60-degree stones. This is known as narrowing or positioning a valve (fig. 3-65).
To move the seat in and narrow it, grind the valve seat with a 15-degree stone. This removes metal from around the top of the seat. The seat face moves closer to the valve stem.
To move the seat out and narrow it, grind the valve seat with a 60-degree stone. This cuts away metal from the inner edge of the seat. The seat contact point moves toward the margin or outer edge of the valve.
Rocker Arm Service
After disassembling the rocker arms, you should inspect them for wear, clogged oil holes, and damage.
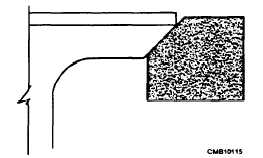
Figure 3-64. - Incorrect valve-to-seat contact.
Continue Reading