Home > Construction Training Manuals > Utilitiesman Volume 01 > Figure 3-29.Fillet Welding Plastic Pipe.
excess will bead out on the surface of the face of the fitting and can be easily wiped away.) Immediately, upon finishing the cement application, insert the pipe to full socket depth and rotate one fourth of a turn to ensure complete distribution of cement, as shown in view D, figure 3-27. Hold the pipe together for 10 to 15 seconds, so it does not move out of its socket. After joining, immediately wipe the excess cement from the pipe and fitting and gently set the pipe on a level surface. Do NOT move the pipe for about 2 minutes. (As the pipe size increases, it takes longer for the joint to set up.) The pipe SHOULD NOT be joined in temperatures below 40F and above 90F or when it is exposed to direct sunlight. The drying time should be at least 48 hours before the joint is moved or subjected to internal or external pressure. The drying time is shorter in hot weather and longer in colder weather. DO NOT ATTEMPT TO SPEED THE SETTING OR DRYING OF THE CEMENT BY APPLYING HEAT TO SOLVENT-WELDED JOINTS. Forced rapid drying by applying heat causes cement solvent to boil off', forming bubbles and blisters in the cement film. During cool weather, the setting of the cement can be speeded by prewarming the cement, the pipe, and the fitting, or by shielding the joint from the wind. CHECK THE SHELF LIFE OF THE CEMENT. Do NOT use cement that is lumpy or stringy. Do NOT try to thin it out with a thinner or primer. Always follow the instructions on the cement container; the above estimates should in no way be used in the place of application instructions.
Fusion welding requires either a gas- or an electric-heated welding tool, as shown in figure 3-28. As the tool warms up, spray its contact surfaces lightly with a silicone-releasing agent (view A, fig. 3-28). This prevents the pipe from sticking to the surface of the welding tool. Check the temperature of the tool. Ensure the tool reaches the proper temperature range (view B, fig. 3-28) before placing the pipe on the heating element. Be sure the pipe is squarely on the element. Hold onto the pipe, as shown in view C, figure 3-28, until a bead appears on the pipe at the entrance of the female tool piece. After the bead appears, remove the pipe and insert it into the fitting, squarely and completely, as shown in view D, figure 3-28. DO NOT ROTATE THE PIPE WHILE IT IS BEING JOINED WITH THE FITTING. After joining, clean the fusion welding tool, as shown in view E, figure 3-28.
In fillet welding plastic pipe, as shown in figure 3-29, maintain uniform heat and pressure on the rod while welding. Too much pressure on the rod stretches the bead and causes the weld to crack, as it cools. The rod should be held at a 90-degree angle to the joint. The rod bends in an arc when proper pressure is applied. When finishing a weld, make the bead overlap the top, NOT alongside itself, for at least 3/8 to 1/2 inch. Never overlap alongside when welds are being spliced.
Threaded plastic pipe should be used only as a temporary piping system. Threading reduces the wall thickness and results in lower pressure ratings. Only schedule 80 or heavier pipe should be used when plastic pipe is being threaded. Never use pipe wrenches to tighten threaded pipe; use a strap wrench, as shown in view A, figure 3-30. Be sure to use an insert within the vise jaws to prevent scoring of the pipe. Use a wood or aluminum plug while the pipe is being threaded to prevent distortion of the pipe and to avoid off-center threads, as shown in view B, figure 3-30. The dies should be sharp; and for best results with power tools, use a 5-degree negative front rake. When tightening threaded joints, avoid too much torque. One or two turns past hand-tight is sufficient. Teflon tape should be used as a pipe joint compound.
PLACING PLASTIC PIPE IN THE GROUND. - On hot days, after the plastic pipe has been cement solvent welded, it is a good idea to snake the pipe beside the ditch or if the ditch is wide enough, in the ditch during its required drying time. DO NOT APPLY STRESS or DISTURB A JOINT THAT IS DRYING. Snaking gives added length to the pipeline to compensate for thermal contraction, as the pipe cools. When the temperature change is less than 30F, snaking is not necessary. When cement solvent welding on a hot, summer day during the late afternoon, be sure to snake the line. Since the pipe
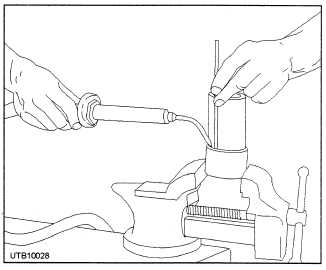
Figure 3-29. - Fillet welding plastic pipe.
Continue Reading