When installing valves in the discharge piping, you should install a check valve and gate valve in the discharge piping. The check valve, placed between the pump and the gate valve, protects the pump from excessive back pressure and prevents liquid from running back through the pump in case of power failure. The gate valve is used in priming, starting, and shutting down the pump.
PRESSURE GAUGES. - Properly sized pressure gauges should be installed in both the suction and the discharge nozzles in the gauge taps. The gauges enable the operator to observe the operation of the pump easily and also to determine if the pump is operating according to the performance curve. If cavitation, vapor binding, or other unstable operation occurs, widely fluctuating discharge pressure will occur.
Stuffing Box
Contaminants in the pumped liquid must not enter the packing space. These contaminants can cause severe abrasion or corrosion of the shaft, or shaft sleeve, and rapid packing deterioration; they can even plug the stuffing box flushing and lubrication system. The stuffing box must be supplied at all times with a source of clean, clear liquid to flush and lubricate the packing. The most important consideration is to establish optimum flushing pressure to eliminate contaminants from the packing. If this pressure is too low, the fluid being pumped may enter the stuffing box. If the pressure is too high, excessive packing wear can result; also, extreme heat may develop in the shaft, causing higher bearing temperatures. The most desirable condition, therefore, is to use the lowest possible flushing pressure that the operating conditions will permit. If the pump system pressure conditions vary during the day, the packing problem becomes difficult. Consideration should be given to using a mechanical seal. (See "Mechanical Seals" below.)
One recommended method to minimize error in regulating flushing is a "controlled pressure system" (fig. 6-35). Most important is the pressure-reducing valve adjusted to a valve slightly exceeding the maximum stuffing box operating pressure (assuming it is reasonably constant). A flow-indicating device serves to indicate a failing of the bottom packing rings, allowing leakage into the pump. With this arrangement, the packing gland must be tightened only against the lowest necessary pressure. Longer packing life is possible with the "controlled pressure system," if it is properly installed and operated.
The actual stuffing box operating pressure may be obtained by installing a pressure gauge on the box. This is done with an extra seal cage temporarily replacing the two rings of packing in the bottom of the box to obtain accurate gauge readings. Take gauge readings with the pump running under various head and capacity conditions. Then set the pressure of flushing or lubricating liquid at a value of 5 to 10 psi above the maximum expected stuffing box operating pressure.
Even under the best conditions, a properly packed stuffing box should be watched closely. When pressure conditions change slightly, there is a resultant change in packing (seating) which should be compensated by a change in gland adjustment. Consideration should also be given to the lubrication pressure. A wide variation in pressure indicates a need for a mechanical seal.
Packing
Standard pumps are normally packed before shipment. If the pump is installed within 60 days after shipment, the packing should be in good condition with a sufficient supply of lubrication. If the pump is stored for a longer period of time, it may become necessary to repack the stuffing box. In all cases, you should inspect the packing before starting the pump.
INTERNAL LIQUID LUIBRICATION. - Pumped liquid may be used to lubricate the packing when the following conditions exist:
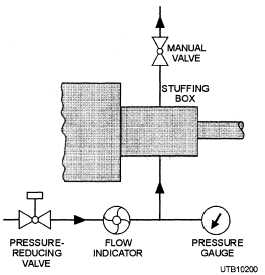
Figure 6-35. - Controlled pressure system for stuffing box.
Continue Reading