steam will be discharged up the stack. For this reason, tubes l-inch-outside diameter (OD) up to and including 2 inches OD are expanded by "boilerman's feet" as only a small amount of expansion is required to hold the tubes firmly in place. With tubes 3 inches OD and larger and all external downcomers, special precautions must be taken to ensure the tubes are properly expanded in the tube seat. Through a series of tests, the point of maximum holding power for various sizes of tubes has been found and is expressed in terms of standard diameters that should be measured after the tube has been expanded in place. In new construction or replacement of tubes where the tube and hole measurements can be obtained, the correct amount of expansion can be found by using the following formulas:
For tubes in drums: Diameter of tube hole minus OD of tube, plus 0.012 inch per inch OD of tube.
For tubes in headers for boiler design pressure under 500 psi: Diameter of tube hole minus OD of tube, plus 0.015 inch per inch OD of tube.
For tubes in headers for boiler design pressure over 500 psi: Diameter of tube hole minus OD of tube, plus 0.020 inch per inch OD of tube.
The figure arrived at by using the above formulas should be added to the OD of the tube as measured to give the required OD of the tube after rolling.
If it is impossible to reach the outside of the tubes in drums to gauge them, the inside diameter (ID) of the tube must be mea sured. Since the plastic deformation of the tube wall varies with tube wall thickness, the ID of the tube for different wall thickness will vary. Where the outside of the tube is inaccessible, the following formula is used in the expansion of a tube:
The ID of the tube, plus the tube hole diameter minus the OD of the tube plus the expansion increase factor.
Boiler tubes should be expanded with the expanding equipment furnished to the shop. Select expanders of the proper size for the tube size and the seat thickness and expanders proper for the operation to be performed.
There are two types of expanders: roller-type and ball-drift type. Roller-type expanders are furnished for use by the shop labor force. Roller-type expanders are shown in figure 2-9. A series of adapters are furnished for use if tube holes are not readily accessible. Some of these adapters are shown in figure 2-10.
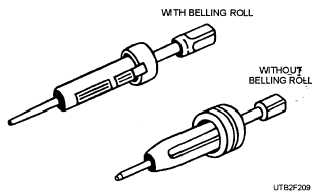
Figure 2-9. - Roller-type tube expanders.
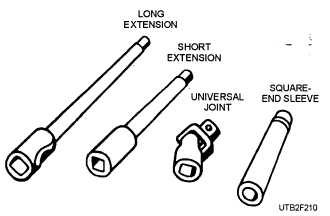
Figure 2-10. - Adapters for tube expanders.
Tube expanders are operated by air motors. The air, at about 100 psi, enters through a controlling handle and goes into the motor housing where it drives an air turbine. The turbine is attached to the shaft of the motor. The controlling handle can be turned clockwise or counterclockwise. A chuck with a tapered shank engages the shaft of the air motor, thus transmitting the power of the motor to the rollers used for expanding tubes into the tube sheet.
Both the air motors and the chucks are available in various sizes. The large sizes of motors and chucks are used for expanding the larger sizes of tubes. Figure 2-11 shows a tube expander in use.
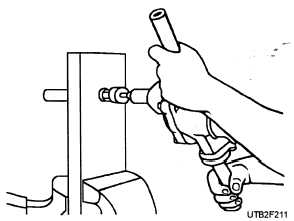
Figure 2-11. - Expanding a tube.
Continue Reading