In honing, two sets of stones - coarse and fine-are generally used along with honing oil or cutting fluid. If a lot of material must be removed, start with the coarse stones. You must leave sufficient material, however, so that the rough- honing marks can be removed with the fine stones. The final honed size must equal the size of the piston and rings to be installed. During the final honing stage, occasionally clean the cylinder walls and check the piston size to guard against removing too much material or honing the cylinder oversize. Honing is sometimes used to "break" or "crack" the glaze on cylinder walls when new rings are installed. The idea behind this is to remove the smooth glaze that has formed on the cylinder walls, thus giving the new rings a change to set quickly.
CYLINDER LINERS REPLACEMENT
Using replaceable cylinder liners can save time and costly machine work. First, determine the type of liners-wet or dry-that are used in the unit being rebuilt. Dry liners do not require a water seal and can simply be pulled out (fig. 3-31) and the new liner pressed into place. Wet liners have grooves cut into them (fig. 3-32) for fitting O-ring seals to prevent water leakage into the crankcase.
CAUTION
When installing the wet type of liners (fig. 3-33), use care to prevent damage to the O-ring seals.
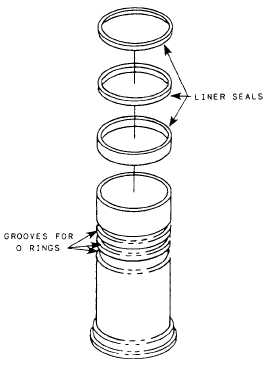
Figure 3-32. - Wet type of cylinder liner.
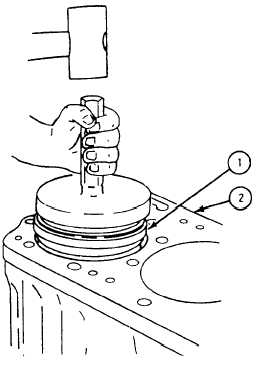
Figure 3-33. - Cylinder liner installation.
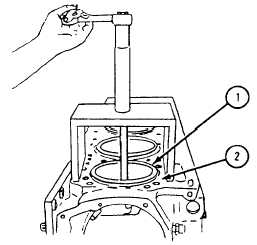
Figure 3-31. - Cylinder liner removal.
Continue Reading