PISTONS AND RINGS SERVICING
When service is required on pistons and rings, they must first be removed from the engine. Where removal is to be from the top of the cylinder block, take the cylinder head off and examine the cylinder for wear. If the cylinder is worn, there will be a ridge at the upper limit of the top ring travel. Remove this ridge. If not removed, it will damage the piston and rings as they are forced out of the top of the cylinder.
To remove this ridge, use a reamer of the type shown in figure 3-34. Before placing the ridge reamer in the cylinder, be sure the piston has been placed at BDC. Stuff rags into the cylinder to protect the piston and piston rings from metal shavings during the reaming operation. Be sure to adjust the cutters to the correct depth of cut. After the reaming operation is complete, remove the rags and wipe the cylinder wall clean. Repeat the operation for each cylinder.
Before the connecting rods can be detached from the crankshaft, the oil pan must be removed. With the cylinder head and oil pan off, crank the engine so that the piston of the No. 1 cylinder is near BDC. Examine the piston rod and rod cap for identifying marks, and, if none can be seen, mark them with numbering dies to ensure replacing them in the same cylinders from which
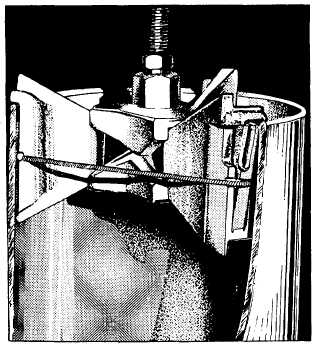
Figure 3-34. - Ridge reamer.
they were removed. Remove the rod nuts and cap them with a wrench, and slide the rod and piston assembly up into the cylinder away from the crankshaft and out of the cylinder. Place the assembly on a workbench and repeat this operation until all piston and rod assemblies have been removed.
PISTON CLEANING
Before determining whether the pistons may be reused, you should clean them of all accumulations of varnish or carbon inside and out. Examine the old pistons carefully. Cracked skirts, scuffed sides, and broken ring lands are all reasons for piston replacement. It should be obvious that cylinders that are rebored require oversized pistons and rings. In this case, do not waste valuable time cleaning parts that are being discarded. Do not scrape the sides or skirts of the piston, since this may scratch the finish and cause excessive cylinder wall wear. Use a ring groove cleaner to remove built-up carbon from the ring grooves. When pulling this cleaner through the groove, remove only the carbon; do not remove any of the metal.
PISTON FITTING
After a piston has been cleaned, it should be measured with an outside micrometer. The measurements must be taken in various places to determine whether the piston is excessively worn or collapsed. Compare the measurements with those of the cylinder to determine if correct clearance exists. Consult the engine manufacturer's maintenance manual for details of measurements and allowable clearance as well as for maximum allowable piston and cylinder wall taper. Most of the pistons you will encounter will be of the cam-ground type. This type is not round when cold but slightly elliptical in shape. On this type of piston, taper is measured over the largest dimension, which is perpendicular to the piston-pin holes.
The fit of the piston in the cylinder must be accurately determined. You can measure this fit with a piece of feeler stock of the proper thickness and a spring gauge. Insert the piston into the cylinder upside down with the feeler stock (lightly oiled) placed at right angles to, and 90° from, the piston-pin holes.
Continue Reading