Table 6-3. - Copper Alloy Brazing Filler Metals
Filler Metal
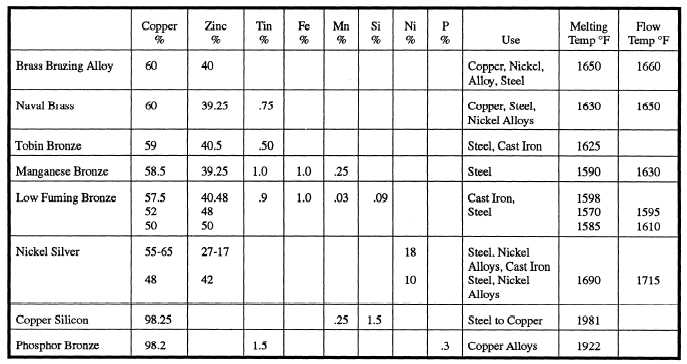
The primary elements of a braze welding rod are copper and zinc. These elements improve ductility and high strength. Small amounts of iron, tin, aluminum, manganese, chromium, lead, nickel, and silicon are also added to improve the welding characteristics of the rod. They aid in deoxidizing the weld metal, increasing flow action, and decreasing the chances of fuming. Table 6-3 lists some copper alloy brazing filler metals and their use. The most commonly used are brass brazing alloy and naval brass. The selection of the proper brazing filler metal depends on the types of base metals.
Proper fluxing is essential in braze welding. If the surface of the metal is not clean, the filler metal will not flow smoothly and evenly over the weld area. Even after mechanical cleaning, certain oxides often remain and interfere with the flow of the filler metal. The use of the correct flux eliminates these oxides.
Flux may be applied directly to the weld area, or it can be applied by dipping the heated end of the rod into the flux. Once the flux sticks to the rod, it then can be transferred to the weld area. A prefluxed braze welding rod is also available, and this eliminates the need to add flux during welding.
BRAZE WELDING PROCEDURES
Edge preparation is essential in braze welding. The edges of the thick parts can be beveled by grinding, machining, or filing. It is not necessary to bevel the thin parts (one-fourth inch or less). The metal must be bright and clean on the underside as well as on the top of the joint. Cleaning with a file, steel wool, or abrasive paper removes most foreign matter such as oil, greases, and oxides. The use of the proper flux completes the process and permits the tinning to occur.
After you prepare the edges, the parts need to be aligned and held in position for the braze welding process. This can be done with clamps, tack welds, or a combination of both. The next step is to preheat the assembly to reduce expansion and contraction of the metals during welding. The method you use depends upon the size of the casting or assembly.
Once preheating is completed, you can start the tinning process. Adjust the flame of the torch to a slightly oxidizing flame and flux the joint. Through experience, you will find that the use of more flux during the tinning process produces stronger welds. Apply heat to the base metal until the metal begins to turn red. Melt some of the brazing rod onto the surface and allow it to spread along the entire joint. You may have to add more filler metal to complete the tinning. Figure 6-19 shows
Continue Reading