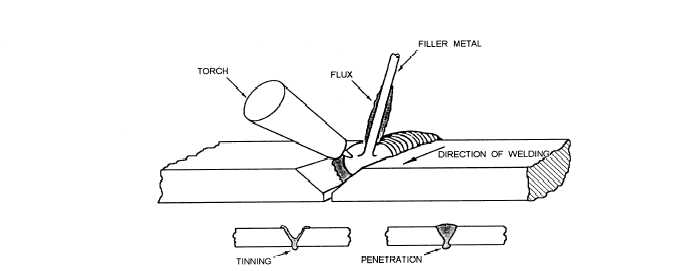
Figure 6-19.-Braze welding cast iron, using the backhand method.
an example of tinning being used with the backhand method of welding.
Temperature control is very important. If the base metal is too hot, the filler metal bubbles or runs around like beads of water on a hot pan. If the filler metal forms little balls and runs off the metal, then the base metal is too cold.
After the base metal is tinned, you can start adding beads of filler metal to the joint. Use a slight circular motion with the torch and run the beads as you would in regular fusion welding. As you progress, keep adding flux to the weld. If the weld requires several passes, be sure that each layer is fused into the previous one.
After you have completed the braze welding operation, heat the area around the joint on both sides for several inches. This ensures an even rate of cooling. When the joint is cold, remove any excess flux or any other particles with a stiff wire brush or steel wool.
WEARFACING
WEARFACING is the process you use to apply an overlay of special ferrous or nonferrous alloy to the surface of new or old parts. The purpose is to increase their resistance to abrasion, impact, corrosion, erosion, or to obtain other properties. Also, wearfacing also can be used to build up undersized parts. It is often called hard-surfacing, resurfacing, surfacing, or hardfacing.
As a Steelworker, there are times when you are required to build up and wear-face metal parts from various types of construction equipment. These parts include the cutting edges of scraper or dozer blades, sprocket gears, and shovel or clamshell teeth. You may even wear-face new blades or shovel teeth before they are put into service for the first time. There are several different methods of wearfacing; however, in this discussion we only cover the oxygas process of wearfacing.
Wearfacing provides a means of maintaining sharp cutting edges and can reduce wear between metal parts. It is an excellent means for reducing maintenance costs and downtime. These and other advantages of wearfacing add up to increased service life and high efficiency of equipment.
Wearfacing with the oxygas flame is, in many respects, similar to braze welding. The wearfacing metals generally consist of high-carbon filler rods, such as high chromium or a Cr-Co-W alloy, but, in some instances, special surfacing alloys are required. In either event, wearfacing is a process in which a layer of metal of one composition is bonded to the surface of a metal of another composition.
The process of hard-surfacing is suitable to all low-carbon alloy and stainless steels as well as Monel and cast iron. It is not intended for aluminum, copper, brass, or bronze, as the melting point of these materials prohibits the use of the hard-surfacing process. It is possible to increase the hardness of aluminum by applying a zinc-aluminum solder to the surface. Copper, brass, and bronze can be improved in their wear ability by the overlay of work-hardening bronze. Carbon and alloy tool steels can be surface-hardened, but they offer difficulties due to the frequent development of shrinkage and strain cracks. If you do surface these materials, they should be in an annealed, and not a hardened condition. When necessary, heat treating and hardening can be accomplished after the surfacing operation. Quench the part in oil, not water.
Continue Reading