
Figure 7-48. - Wearfacing bulldozer end bits.
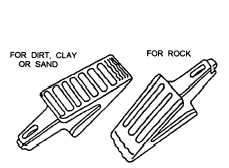
Figure 7-49. - Wearfacing shovel teeth.
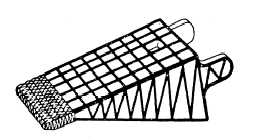
Figure 7-50. - Waffle or crosshatching.
(locked-in) stresses. Without checking, the combination of residual stresses and service stresses may exceed tensile strength and cause deep cracks or spalling (fig. 7-47). Be sure to induce checking if it does not occur naturally or if it is unlikely to occur, as in large parts where heat builds up. You can bring on checking by sponging the deposit with a wet cloth or by spraying it with a fine mist of water. Also you can speed up checking by occasionally striking it with a hammer while it is cooling. When a check-free deposit is required, use a softer alloy and adjust preheating and postheating requirements.
Bulldozer Blades
Bulldozer blades are wear-faced by placing the end bits in the flat position and welding beads across the outer corners and along the edges. Be sure to preheat the high-carbon blades before wearfacing. On worn end bits, weld new corners and then wear-face (fig. 7-48).
Shovel teeth
Wear-face shovel teeth when they are new and before being placed into service. The weld bead pattern used in wearfacing can have a marked effect on the service life of the teeth. Wear-face shovel teeth that work mainly in rock with beads running the length of each tooth (fig. 7-49). This allows the rock to ride on the hard metal beads. Teeth that are primarily used to work in dirt, clay, or sand should be wear-faced with beads running across the width of each tooth, perpendicular to the direction of the material that flows past the teeth. (See fig. 7-49.) This allows the material to fill the spaces between the beads and provide more protection to the base metal. Another effective pattern is the waffle or crosshatch (fig. 7-50). The wearfacing is laid on the top and sides of each tooth, 2 inches from its point. Stringer beads behind a solid deposit reduce wash (fig. 7-51).
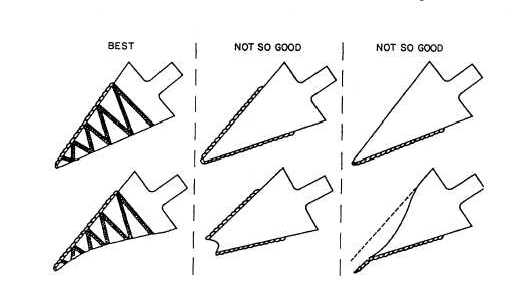
Figure 7-51. - Comparison of wearfacing patterns for shovel teeth.
Continue Reading