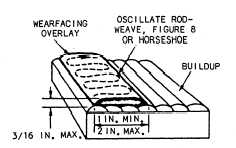
Figure7-46. - Wearfacing techniques.
PREHEATING
Depending on the type of metal, sometimes it is necessary to preheat the base metal to lessen distortion, to prevent spalling or cracking, and to avoid thermal shock The preheating temperature depends on the carbon and alloy content of the base metal. In general, as carbon content increases so does the preheating temperature. Improper heating can adversely affect a metal by reducing its resistance to wear, by making it hard and brittle, or by making it more prone to oxidation and scaling.
To preheat properly, you must know the composition of the base metal. A magnet can be used to determine if you are working with carbon steel or austenitic manganese steel. Carbon steel is magnetic, but be careful because work-hardened austenitic manganese steel is also magnetic. Make sure that you check for magnetism in a nonworked part of the austenitic manganese steel. There are other ways to tell the difference between metals, such as cast iron and cast steel. Cast iron chips or cracks, while cast steel shaves. Also, some metals give off telltale sparks when struck by a chisel.
In preheating, you should raise the surface temperature of the workpiece to the desired point and then soak it until the heat reaches its core. After wearfacing, cool the work places slowly.
TECHNIQUES
Where possible, position the workpiece for downhand welding. This allows you to finish the job quicker and at less cost.
The building up and wearfacing of cast iron is not generally recommended because cast iron tends to crack. However, some cast-iron parts that are subject to straight abrasion can be wearfaced successfully. You must preheat these parts to temperatures of 1000°F to 1200°F and then allow them to cool slowly after wearfacing. Peening deposits on cast iron helps to relieve stresses after welding.
Welding materials for building up worn parts differ from those used in wearfacing the same parts. Before wearfacing a badly worn part, you must first build it up to 3/16 to 3/8 of an inch of its finished size. The buildup material must be compatible with both the base metal and the wearfacing overlay as well as being strong enough to meet the structural requirements. Also, they must have the properties that enable them to resist cold flowing, mushing under high-compressive loads, and plastic deformation under heavy impact. Without these properties, the buildup materials cannot support the wearfacing overlay. When the overlay is not properly supported, it will span.
Many times high-alloy wearfacing materials are deposited on the parts before they are placed in service. The maximum allowable wear is usually no more than two layers deep (1/4 inch) before wearfacing. Try to deposit the wearfacing alloy in layers that are not too thick. Thick layers creates more problems than no overlay at all. Usually you only need two layers. The frost layer produces an admixture with the base metal; the second forms a wear-resistant surface.
In wearfacing built-up carbon-steel parts, maintain high interpass temperatures and use a weaving bead, rather than a stringer bead. (See fig. 7-46.) Limit the thickness of a single pass bead to 3/16 inch. Use the same technique for each layer and avoid severe quenching.
Deposits made with high-alloy electrodes should check on the surface. Checking reduces residual

Figure 7-47. - Comparison between cross-checking and cracking.
Continue Reading