Home > Construction Training Manuals > Steelworker Volume 01 > Figure 7-41.Fillet Welding In The Overhead Position.
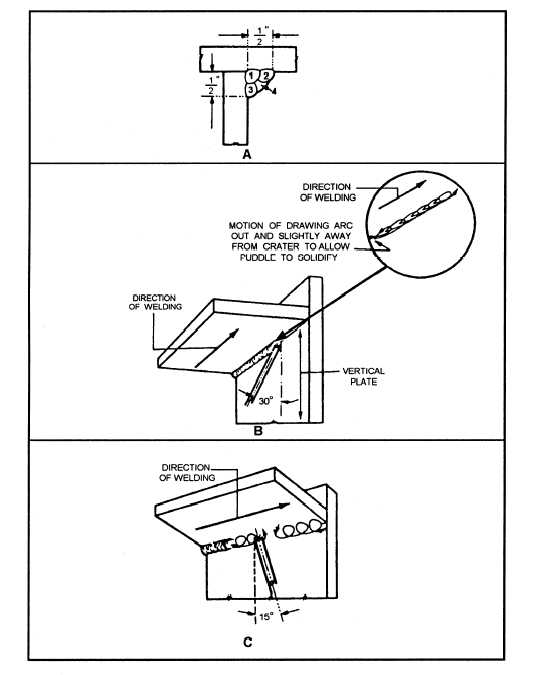
Figure 7-41. - Fillet welding in the overhead position.
Hold the electrode at approximately 30 degrees to the vertical plate and move it uniformly in the direction of welding, as shown in figure 7-41, view B. Control the arc motion to secure good penetration in the root of theweld and good fusion with the sidewalls of the vertical and horizontal plates. When the molten metal becomes too fluid and tends to sag, whip the electrode quickly away from the crater and ahead of the weld to lengthen the arc and allow the metal to solidify. Immediately return the electrode to the crater and continue welding.
Overhead fillet welds for either tee or lap joints on heavy plate require several passes or beads to complete the joint. One example of an order of bead deposition is shown in figure 7-41, view A. The root pass is a string bead made with no weaving motion of the electrode. Tilt the electrode about 15 degrees in the direction of welding, as shown in figure 7-41, view C, and with a
Continue Reading