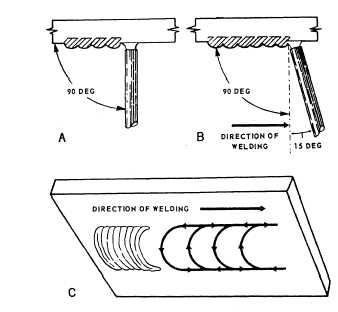
Figure 7-39.-Position of electrode and weave motion in the overhead position.
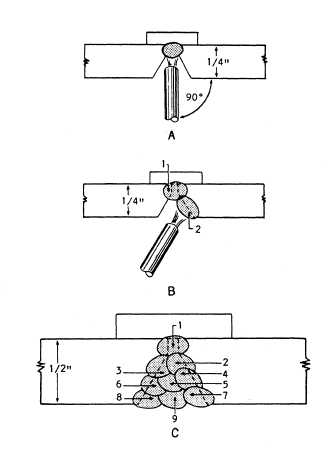
Figure 7-40.-Multipass butt joint in the overhead position.
cable over your knee. With experience, cable placement will become second nature.
WARNING
Because of the possibility of falling molten metal, use a protective garment that has a tight fitting collar that buttons or zips up to the neck. Roll down your sleeves and wear a cap and appropriate shoes.
Type of Welds
Techniques used in making bead welds, butt joints, and fillet welds in the overhead position are discussed in the following paragraphs.
BEAD WELDS. - For bead welds, the work angle of the electrode is 90 degrees to the base metal (fig. 7-39, view A). The travel angle should be 10 to 15 degrees in the direction of welding (fig. 7-39, view B).
Weave beads can be made by using the motion shown in figure 7-39, view C. A rather rapid motion is necessary at the end of each semicircular weave to control the molten metal deposit. Avoid excessive weaving because this can cause overheating of the weld deposit and the formation of a large, uncontrollable pool.
BUTT JOINTS. - Prepare the plates for overhead butt welding in the same manner as required for the flat position. The best results are obtained when backing strips are used; however, you must remember that you will not always be able to use a backing strip. When you bevel the plates with a featheredge and do not use a backing strip, the weld will repeatedly burn through unless extreme care is taken by the operator.
For overhead butt welding, bead welds are preferred over weave welds. Clean each bead and chip out the rough areas before placing the next pass. The electrode position and the order of deposition of the weld beads when welding on 1/4- or 1/2-inch plate are shown in figure 7-40, views B and C. Make the first pass with the electrode held at 90 degrees to the plate, as shown in figure 7-40, view A. When you use an electrode that is too large, you can not hold a short arc in the root area. This results in insufficient root penetration and inferior joints.
FILLET WELDS. - In making fillet welds in either tee or lap joints in the overhead position, maintain a short arc and refrain from weaving of the electrode.
Continue Reading