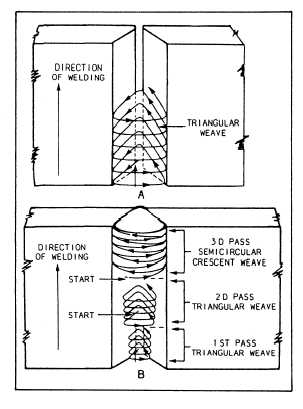
Figure 7-38.-Butt joint welding in the vertical position.
slightly at the surface of plate G. Try not to undercut either of the plates or to allow the molten metal to overlap at the edges of the weave.
Lap joints on heavier plate may require more than one bead. If it does, clean the initial bead thoroughly and place all subsequent beads as shown in figure 7-37, view F. The precautions to ensure good fusion and uniform weld deposits that was previously outlined for tee joints also apply to lap joints.
BUTT JOINTS.-Prepare the plates used in vertical welding identically to those prepared for welding in the flat position. To obtain good fusion and penetration with no undercutting, you should hold a short arc and the motion of the arc should be carefully controlled.
Butt joints on beveled plates 1/4 inch thick can be welded in one pass by using a triangular weave motion, as shown in figure 7-38, view A.
Welds made on 1/2-inch plate or heavier should be done in several passes, as shown in figure 7-38, view B. Deposit the last pass with a semicircular weaving motion with a slight "whip-up" and pause of the electrode at the edge of the bead. This produces a good cover pass with no undercutting. Welds made on plates with a backup strip should be done in the same manner.
E-7018 Electrode Welding Technique
The previously described vertical welding techniques generally cover all types of electrodes; however, you should modify the procedure slightly when using E-7018 electrodes.
When vertical down welding, you should drag the electrode lightly using a very short arc. Refrain from using a long arc since the weld depends on the molten slag for shielding. Small weaves and stringer beads are preferred to wide weave passes. Use higher amperage with ac than with dc. Point the electrode straight into the joint and tip it forward only a few degrees in the direction of travel.
On vertical up welding, a triangular weave motion produces the best results. Do not use a whipping motion or remove the electrode from the molten puddle. Point the electrode straight into the joint and slightly upward in order to allow the arc force to help control the puddle. Adjust the amperage in the lower level of the recommended range.
OVERHEAD-POSITION WELDING
Overhead welding is the most difficult position in welding. Not only do you have to contend with the force of gravity but the majority of the time you also have to assume an awkward stance. Nevertheless, with practice it is possible to make welds equal to those made in the other positions.
Current Settings and Electrode Movement
To retain complete control of the molten puddle, use a very short arc and reduce the amperage as recommended. As in the vertical position of welding, gravity causes the molten metal to drop or sag from the plate. When too long an arc is held, the transfer of metal from the electrode to the base metal becomes increasingly difficult, and the chances of large globules of molten metal dropping from the electrode increase. When you routinely shorten and lengthen the arc, the dropping of molten metal can be prevented; however, you will defeat your purpose should you carry too large a pool of molten metal in the weld.
One of the problems encountered in overhead welding is the weight of the cable. To reduce arm and wrist fatigue, drape the cable over your shoulder when welding in the standing position. When sitting, place the
Continue Reading