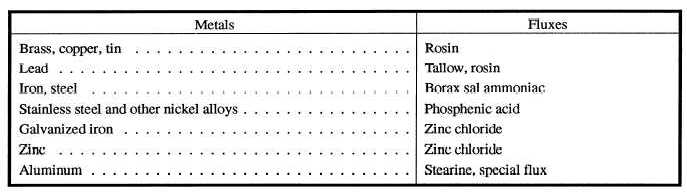
Table 6-1. - Fluxes Used for Soldering Some Common Metals
These solders and the procedures for their use are also listed in the Welding Materials Handbook, NAVFAC, P-433.
Fluxes
Scale, rust, and oxides form on most metal surfaces when exposed to air, and heating accelerates this formation. Solder will not adhere to or wet the metal unless these pollutants are removed. Fluxes are chemical compounds used to clean and maintain the metal surfaces during the soldering process. They also decrease the surface tension of the solder, making it abetter wetting agent. Fluxes are manufactured in cake, paste, liquid, or powder form and are classified as either noncorrosive or corrosive. Table 6-1 shows the fluxes that are normally used for soldering common metals.
NONCORROSIVE FLUXES. - Noncorrosive fluxes are for soldering electrical connections and for other work that must be free of any trace of corrosive residue. Rosin is the most commonly used noncorrosive flux. In the solid state, rosin is inactive and noncorrosive. When heated, it melts and provides some fluxing action. Rosin is available in powder, paste, or liquid form.
Rosin fluxes frequently leave a brown residue. This residue is nonconductive and sometimes difficult to remove. The removal problem can be reduced by adding a small amount of turpentine to the rosin. Glycerine is added to the rosin to make the flux more effective.
CORROSIVE FLUXES. - Corrosive fluxes have the most effective cleaning action, but any trace of corrosive flux that remains on the work can cause corrosion later. For this reason, corrosive fluxes are not used on electrical connections or other work where corrosion would cause a serious problem.
The most commonly used corrosive fluxes are sal ammoniac (ammonium chloride) and zinc chloride. These fluxes are frequently used in either solution or in paste form. The solvent, if present, evaporates as the work heats, leaving a layer of solid flux on the work. When the metal reaches the soldering temperature, this layer of flux melts, partially decomposes, and liberates hydrochloric acid. The hydrochloric acid dissolves the oxides from the work surfaces and the solder, making them ready for soldering.
Zinc chloride (sometimes called CUT ACID or KILLED ACID) can be made in the shop as long as safety precautions are followed. To prepare zinc chloride, pour a small amount of muriatic acid (the commercial form of hydrochloric acid) into a glass or acid-resistant container and then add small pieces of zinc. As you add the zinc, the acid boils and bubbles as a result of a chemical reaction that produces zinc chloride and hydrogen gas. Keep adding small pieces of zinc to the mixture until the liquid no longer boils and bub-bles. At this point, the reaction is complete and you then dilute the liquid in the container with an equal amount of water. Make only enough as required and strain it before use. If any is leftover, store it in a tightly sealed glass container.
WARNING
When diluting the acid, you always add the acid to the water. Adding water to acid can result in an explosive reaction, resulting in serious injuries.
Specific precautions must be taken when preparing zinc chloride. Rubber gloves, a full-face visor, and an apron are required. The fumes given off by muriatic acid or by the mixture of muriatic acid and zinc are a health
Continue Reading