hazard as well as an explosive. Prepare zinc chloride under a ventilation hood, out in the open, or near openings to the outside to reduce inhalation of the fumes or the danger of explosion. It is essential that precautions be taken to prevent flames or sparks from coming in contact with the liberated hydrogen.
Another type of corrosive flux in use is known as
SOLDERING SALTS.
Commercially prepared soldering salts are normally manufactured in a powder form that is water soluble that allows you to mix only the amount needed.
After a corrosive flux has been used for soldering, you should remove as much of the flux residue as possible from the work. Most corrosive fluxes are water soluble; therefore, washing the work with soap and water and then rinsing thoroughly with clear water usually removes the corrosive residue. To lessen damage, you should ensure the work is cleaned immediately after the soldering.
SOLDERING TECHNIQUES
The two soldering methods most often used are soldering with coppers or torch soldering. The considerations that apply to these methods of soldering are as follows:
1. Clean all surfaces of oxides, dirt, grease, and other foreign matter.
2. Use the proper flux for the particular job. Some work requires the use of corrosive fluxes, while other work requires the use of noncorrosive fluxes. Remember, the melting point of the flux must be BELOW the melting point of the solder you are going to use.
3. Heat the surfaces just enough to melt the solder. Solder does not stick to unheated surfaces; however, you should be very careful not to overheat the solder, the soldering coppers, or the surfaces to be joined. Heating solder above the work temperature increases the rate of oxidation and changes the proportions of tin and lead.
4. After making a soldered joint, you should remove as much of the corrosive flux as possible.
Sweat Soldering
Sweat soldering is used when you need to make a joint and not have the solder exposed. You can use this process on electrical and pipe connections. To make a sweated joint, you should clean, flux, and tin each adjoining surface. Hold the pieces firmly together and & ,,, //
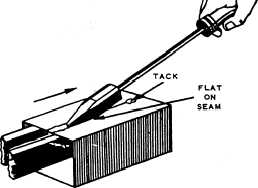
Figure 6-9.-Soldering a seam.
heat the joint with a soldering copper or a torch until the solder melts and joins the pieces together. Remove the source of heat and keep the parts firmly in position until the solder has completely hardened. Cleaning any residue from the soldered area completes the job.
Seam Soldering
Seam soldering involves running a layer of solder along the edges of a joint. Solder seam joints on the inside whenever possible. The best method to use for this process is soldering coppers, because they provide better control of heat and cause less distortion.
Clean and flux the areas to be soldered. If the seam is not already tacked, grooved, riveted, or otherwise held together, tack the pieces so the work stays in position. Position the piece so the seam does not rest directly on the support. This is necessary to prevent loss of heat to the support. After you have firmly fastened the pieces together, solder the seam.
Heat the area by holding the copper against the work. The metal must absorb enough heat from the copper to melt the solder, or the solder will not adhere. Hold the copper so one tapered side of the head is flat against the seam, as shown in figure 6-9. When the solder begins to flow freely into the seam, draw the copper along the seam with a slow, steady motion. Add as much solder as necessary without raising the copper from the work. When the copper becomes cold, you should use the other copper and reheat the first one. Change coppers as often as necessary. Remember, the best soldered seams are made without lifting the copper from the work and without retracing completed work. Allow the joint to cool and the solder to set before
Continue Reading