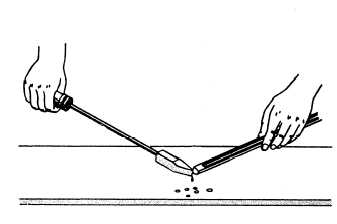
Figure 6-11. - Making solder beads.
moving the joint. When you use a corrosive flux, clean the joint by rinsing it with water and then brushing or wiping it with a clean, damp cloth.
Riveted seams are often soldered to make them watertight. Figure 6-10 shows the procedure for soldering a riveted seam.
Solder beads, or solder shots, are sometimes used for soldering square, rectangular, or cylindrical bottoms. To make the solder beads, hold the solder against a hot copper and allow the beads to drop onto a clean surface, as shown in figure 6-11.
To solder a bottom seam with solder beads, you should first flux the seam before dropping one of the cold beads of solder into the container. Place the hot soldering copper against the seam, as shown in figure
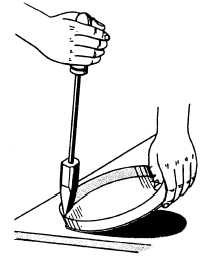
Figure 6-12. - Soldering a bottom seam.
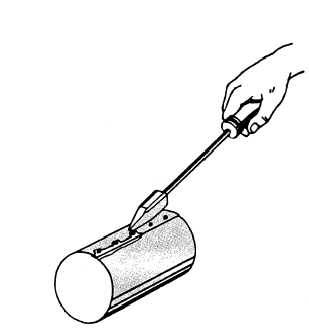
Figure 6-10. - Soldering a riveted seam.
Hold the copper in one position until the solder starts to flow freely into the seam. Draw the copper slowly along the seam, turning the work as you go. Add more beads as you need them and reheat the copper as necessary.
To heat an electric soldering copper, you merely plug it in. Otherwise, the procedure is much the same as that just described. Be very careful not to let an electric soldering copper overheat. Overheating can burn out the electrical element as well as damage the copper and tinning,
Soldering Aluminum Alloys
Soldering aluminum alloys is more difficult than soldering many other metals. The difficult y arises primarily from the layer of oxide that always covers aluminum alloys. The thickness of the layer depends on the type of alloy and the exposure conditions.
Using the proper techniques, many of the aluminum alloys can be successfully soldered. Wrought aluminum alloys are usually easier to solder than cast aluminum alloys. Heat-treated aluminum alloys are extremely difficult to solder, as are aluminum alloys containing more than 1% magnesium.
The solders used for aluminum alloys are usually tin-zinc or tin-cadmium alloys. They are generally called ALUMINUM SOLDERS. Most of these solders have higher melting points than the tin-lead solders used for ordinary soldering. Corrosive and noncorrosive fluxes are used for soldering aluminum.
Continue Reading