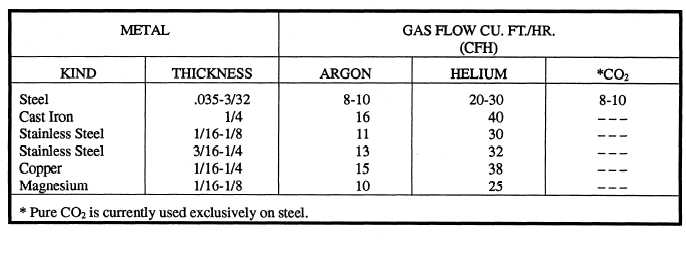
Table 8-5. - Suggested Inert Gas Flow Rates for Various Metals
To obtain an accurate reading, you must mount the meter in a vertical position. Any slant will create an off-center gas flow and result in an inaccurate reading. Also, because gas densities vary, you should use different flowmeters for different gases.
The flow of gas necessary for good GTA welding depends primarily on the thickness of the material. Other factors include the following: welding current, size of nozzle, joint design, speed of welding, and a draft-free area in the location the welding is done. This last factor can affect gas coverage and use considerably. Table 8-5 shows the approximate gas flow rates for various types of metals.
Filler Rods
Normally you do not require filler metal when GTA welding light-gauge materials since they tend to flow together easily. Thick material and thin material that needs reinforcing should be welded using a filler metal.
Special filler rods are available for GTA welding; therefore, you should not use welding rods designed for oxyfuel welding because they can contaminate the tungsten electrode. You should use filler rods that have the same composition as the base metal; for example, use mild steel rods to weld low-carbon steel and aluminum rods for welding aluminum. Additionally, there are many different compositions of the same metal; therefore, you should select a filler metal of the same composition as the metal you are welding.
A welding hood like the one used in shielded metal-arc welding should be used for gas tungsten-arc welding. The correct shade of lens depends on the intensity of the arc. Chapter 3 provides a chart of recommended lens shades based on the current setting of the machine. For normal GTA welding at current ranges of 76 to 200 amperes, a shade No. 10 lens is satisfactory. Eye fatigue indicates you should use a different shade of lens or there is leakage around the protective filter glass.
In addition to the welding hood, protective clothing, such as gloves and an apron, should be worn. Bare skin should never be exposed to the rays of the welding arc because painful burns may result.
GTA WELDING PREPARATION
Although it can produce outstanding results, GTA welding can be expensive. The equipment, electrodes, and shielding gas are costly and the material you weld is usually much more expensive than the material welded by other welding processes. To avoid costly mistakes, you should take the time to prepare for each welding operation fully. Preparation is the key to producing quality weldments.
Specific information on the different manufacturers of GTA welding equipment is not provided in this training manual. You should read the manufacturer's instructional pamphlets for specific information on your machine. The following suggestions are considered general and you can apply them to any GTA welding operation:
Prepare the joint according to the welding procedure you are performing. Refer to chapter 3 of this training manual for specific information about joint preparation.Continue Reading