Clean the metal of all oxidation, scale, oil, dirt, or other foreign matter. Regardless of the type of joint used, proper cleaning of the metal is essential. For best results, use a stainless steel wire brush.
Check all electrical circuit connections to make sure they are properly connected and all fittings are tight.
Be sure the torch is the right type and capacity for the current at which most of the welding will be done. Some manufacturers offer different torches for different ranges of welding current. Check the size, appearance, and position of the tungsten electrode in the torch. Ensure that the electrode diameter and nozzle size meet the manufacturer's recommendations. The tip should be properly shaped as discussed earlier (refer to figure 8-9). The electrode should extend beyond the end of the gas cup a distance ranging from 1/8 to 3/16 of an inch for butt welding and 1/4 to 3/8 of an inch for fillet welding. Check the electrode for positioning and good electrical contact. The electrode should be clean and silvery. A dirty tungsten electrode can usually be cleaned satisfactorily with a fine emery cloth. If severely contaminated, the electrode should be replaced or the tip broken off and dressed on a grinding wheel. A contaminated tungsten electrode and a good tungsten electrode are shown in figure 8-12.
Check the ground cable connections to the workpiece. The connections should be periodically checked after welding begins because they tend to work loose. When this happens, the welding current varies.
Set the machine for the correct welding amperage. (Follow manufacturer's recommendations.)
Open the cylinder valve and adjust the gas flow. Before welding, check the connections on the gas supply for leaks with soapy water.
If using a water-cooled torch, turn on the water. Be sure the water pressure is not higher than recommended by the torch manufacturer.
GTA WELDING PROCEDURES
As we discussed in chapter 3, the detailed methods and practices used to prepare a particular weldment are called the welding procedure. We also said that the
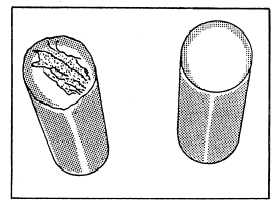
Figure 8-12. - Contaminated and good tungsten electrode.
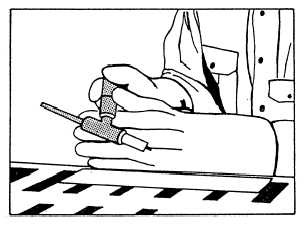
Figure 8-13. - Torch position for the starting swing to strike the arc.
procedure for a particular welded joint includes many variables. The same variables that must be considered for other welding processes also must be considered for gas shielded-arc welding. Some of the variables that you must consider include the following: type of base metal, the joint design, the welding position, the type of shielding gas, and the welding machine setting.
Starting the Arc
Before starting the arc, you should form a ball on the end of the electrode for ac welding. To do this, simply set the current to DCRP and strike an arc for a moment on a piece of carbon or a piece of copper. The ball diameter should be only slightly larger than the original diameter of the tungsten electrode.
When starting the arc with an ac high-frequency current, you do not have to bring the electrode into contact with the workpiece. To strike the arc, you must hold the torch in a horizontal position about 2 inches above the work surface, as shown in figure 8-13. Then
Continue Reading