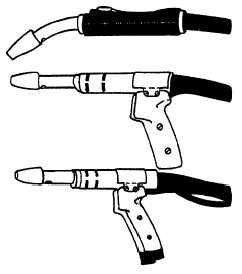
Figure 8-26. - GMA welding guns.
shown in figure 8-26. When using these guns, the wire is fed to the torch by an automatic wire feeding machine which pushes the wire through a flexible tube to the arc point.
Figure 8-27 shows another type of GMA welding gun that Steelworkers could use. This model incorporates the drive motor and a small spool of wire inside the gun. This type of gun is attached directly to the welding unit and gas supply, eliminating the need for a separate control unit and wire drive assembly. As with the GTA welding torch, the torch nozzle must be kept clean at all times. Also, you should clean the tube through which the electrode wire passes each time the electrode reel is changed.
Shielding Gas
In gas metal-arc welding, as with gas tungsten- arc welding, the shielding gas can have a major effect on the properties of the base metal. Some of the shielding gases commonly used with the GMA process are pure argon, argon-helium, argon-oxygen, argon- carbon dioxide, and carbon dioxide. Refer to table 8-4 for a selection of shielding gases recommended for various metals for both the GMA and GTA welding processes. The smoothness of operation, weld appearance, weld quality, and welding speeds are affected indifferent ways with each type of metal, thickness, and gas mixture.
ARGON. - Earlier in this chapter, we said that argon provides greater cleaning action than other gases. Because it is heavier than air, argon blankets the weld from contamination. Also, when you are using argon as a shielding gas, the welding arc tends to be more stable. For this reason, argon is often used in combination with

Figure 8-27. - GMA welding torch with wire feed motor and wire spool inside.
other gases for arc shielding. Argon reduces spatter by producing a quiet arc and reducing arc voltage that results in lower power in the arc and thus lower penetration. The combination of lower penetration and reduced spatter makes argon desirable when welding sheet metal.
Pure argon is seldom used for arc shielding except in welding such metals as aluminum, copper, nickel, and titanium. The use of pure argon to weld steel usually results in undercutting, poor bead contour, and the penetration is somewhat shallow.
ARGON-OXYGEN. - Small amounts of oxygen added to argon can produce excellent results. Normally oxygen is added in amounts of 1, 2, or 5 percent. When oxygen is added to argon, it improves the penetration pattern. It also improves the bead contour and eliminates the undercut at the edge of the weld. You use argon-oxygen mixtures in welding alloy steels, carbon steels, and stainless steel.
HELIUM. - Helium, like argon, is an inert gas. But there are few similarities between the two gases. Argon is heavier than air and helium is lighter than air. Helium has a high-voltage change as the arc length changes. When you use helium for GMA welding, more arc energy is lost in the arc itself and is not transmitted to the work In the section on GTA welding, we said that helium produces good penetration and fast welding speeds. For GMA welding, the opposite is true. In GMA welding, helium produces a broader weld bead, but shallower penetration.
Because of its high cost, helium is primarily used for special welding tasks and for welding nonferrous metals, such as aluminum, magnesium, and copper. It is also used in combination with other gases.
CARBON DIOXIDE (CO2 ). - Argon and helium gases are composed of single atoms. Carbon dioxide, on the other hand, consists of molecules. Each molecule contains one carbon atom and two oxygen atoms. At
Continue Reading