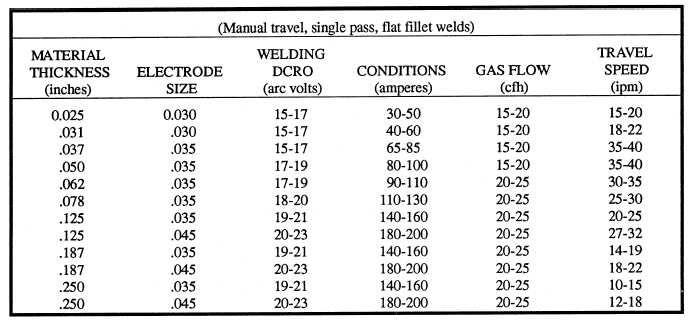
Table 8-6. - Recommended Wire Diameters for GMA Welding Using Welding Grade CO and a Wire Stick-out of 1/4 to 3/8 of an Inch
normal temperatures carbon dioxide is essentially an inert gas; however, at high temperatures it decomposes into carbon monoxide (CO) and oxygen (O2 ). Because the excess oxygen atoms can combine with carbon or iron in the weld metal, wires used with this gas must contain deoxidizing elements. A deoxidizing element has a great affinity for the oxygen and readily combines with it. Some of the more common deoxidizers used in wire electrodes are manganese, silicon, and aluminum.
Carbon dioxide is used primarily for the GMA welding of mild steel. Because of its low cost, CO2 is often used in combination with other shielding gases for welding different types of metals. Direct-current reverse polarity (DCRP) is generally used with CO2 . The current setting is about 25 percent higher with CO2 than with other shielding gases.
Carbon dioxide produces abroad, deep penetration pattern. It also produces good bead contour and there is no tendency toward undercutting. The only problem with CO2 gas is the tendency for the arc to be violent. This can lead to spatter problems; however, for most applications this is not a problem and the advantages of CO2 far outweigh the disadvantages.
Regulators
You should use the same type of regulator and flowmeter for gas metal-arc welding that you use for gas tungsten-arc welding. The gas flow rates vary, depending on the types and thicknesses of the material and the joint design. At times it is necessary to connect two or more gas cylinders (manifold) together to maintain higher gas flow.
For most welding conditions, the gas flow rate is approximately 35 cubic feet per hour (cfh). This flow rate may be increased or decreased, depending upon the particular welding application. Final adjustments usually are made on a trial-and-error basis. The proper amount of gas shielding results in a rapidly crackling or sizzling arc sound. Inadequate gas shielding produces a popping arc sound and results in weld discoloration, porosity, and spatter.
Filler Wires
The composition of the filler wire used for GMA welding must match the base metal. For mild steel, you should select mild steel wire; for aluminum, you should select aluminum wire. Additionally, you should try to select electrode wire that matches the composition of the various metals you are welding. For instance, when you are welding Type 308 aluminum, you should use an ER-308L filler wire.
Wires are available in spools of several different sizes. The wire varies in diameter from .020 to 1/8 of an inch. You should select the proper diameter of wire based on the thickness of the metal you are welding as well as the position in which you are welding. Wires of 0.020,0.030, and 0.035 of an inch are generally used for welding thin materials. You also can use them for welding low- and medium-carbon steels and low-alloy/high- strength steels of medium thicknesses. (See table 8-6.) Medium thicknesses of metals are normally welded with
Continue Reading