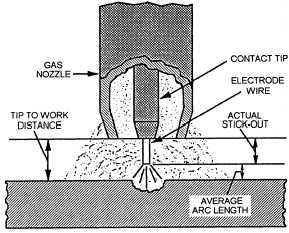
Figure 8-28.-Correct wire stick-out.
0.045-inch or 1/16-inch diameter wires. For thicker metals, larger diameter electrodes may be required.
As you learned earlier, the position of welding is a factor that must be considered. For instance, when you are welding in the vertical or overhead positions, you normally use smaller diameter electrodes.
Special attention must be given to ensure the wire is clean. Unsound welds result from the use of wire that is contaminated by oil, grease, dust, or shop fumes. You can obtain the best welding results with wire that has just been taken out of its carton. Wire should be stored in a hot locker or in a warm dry area, and should be kept covered. If welding is stopped for a long period of time, you should remove the wire and place it in its original carton to prevent contamination.
WIRE STICK-OUT.-In gas metal-arc welding, wire stick-out refers to the distance the wire extends from the nozzle of the gun (fig. 8-28). The correct amount of wire stick-out is important because it influences the welding current of the power source. Since the power source is self-regulating, the current output is automatically decreased when the wire stick-out increases. Conversely, when the stick-out decreases, the power source is forced to furnish more current. Too little stickout causes the wire to fuse to the nozzle tip, which decreases the tip life.
For most GMA welding, the wire stickout should measure from 3/8 to 3/4 of an inch. For smaller (micro) wires, the stick-out should be between 1/4 and 3/8 of an inch.
WIRE-FEED SPEED.-As we stated earlier, you can adjust the wire-feed drive motor to vary the wire-feed speed. This adjustment is limited to a definite range, depending on the welding current used. (See table 8-6). The wire-feed speed is measured in inches per minute (ipm). For a specific amperage setting, a high wire-feed speed results in a short arc, whereas a low speed produces a long arc. You use higher speeds for overhead welding than with flat-position welding.
Personal Protective Equipment As with any other welding process, SAFETY is extremely important. A welding hood like the one used in shielded metal-arc welding should be used for gas metal-arc welding. The correct shade of lens depends on the intensity of the arc. Chapter 3 provides a chart of recommended lens shades based on the current setting of the machine. Eye fatigue indicates you should use a different shade of lens or there is leakage around the protective filter glass.
In addition to the welding hood, protective clothing, such as gloves and an apron, should be worn. Bare skin should never be exposed to the rays of the welding arc because it could result in painful burns.
TYPES OF GMA WELDING
When using the GMA welding process, metal is transferred by one of three methods: spray transfer, globular transfer, or short-circuiting transfer. The type of metal transfer depends on the arc voltage, current setting, electrode wire size, and shielding gas.
Spray-Arc Welding
Spray-arc transfer is a high-current range method that produces a rapid disposition of weld metal. This type of transfer is effective for welding heavy-gauge metals because it produces deep weld penetration. The use of argon or a mixture of argon and oxygen are necessary for spray transfer. Argon produces a pinching effect on the molten tip of the electrode, permitting only small droplets to form and transfer during the welding process. Spray transfer is useful when welding aluminum; however, it is not practical for welding light-gauge metal.
Globular Transfer
Globular transfer occurs when the welding current is low. Because of the low current, only a few drops are
Continue Reading