Home > Construction Training Manuals > Steelworker Volume 02 > Cleaning And Lubricating Of Wire Rope
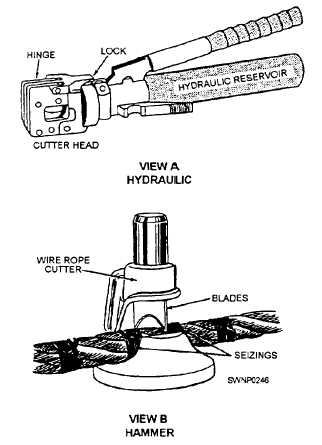
Figure 5-27. - Types of wire rope cutters: A. Hydraulic; B. Hammer.
strands, then the strength of the rope maybe seriously reduced. When 4 percent of the total number of wires in the rope are found to have breaks within the length of one lay of the rope, the rope is considered unsafe. Consider the rope unsafe when three broken wires are found in one strand of 6 by 7 rope, six broken wires in one strand of 6 b y 19 rope, or nine broken wires in one strand of 6 by 37 rope.
Overloading a rope will reduce the diameter. Additionally, failure to lubricate wire rope will reduce the diameter. This occurs because the hemp core will eventually dry out and collapse or shrink. The surrounding strands are therefore deprived of support, and the strength and dependability of the rope are equally reduced. Rope that is 75 percent of its original diameter should be removed from service.
When wide-spread pitting and corrosion of the wires are visible through inspection, the rope should be removed from service. Special care should be taken to examine the valleys and small spaces between the strands for rust and corrosion. Since corrosion is valleys between the strands as well as the spaces between the outer wires. This allows the new lubricant to flow into the rope.
normally caused by improper, infrequent, or no lubrication, the internal wires of the rope are often subject to extreme friction and wear. This type of internal and often invisible destruction of the wires is one of the most frequent causes of unexpected and sudden wire rope failure. To safeguard against this occurring, you should always keep the rope well lubricated and handle and store it properly.
CLEANING AND LUBRICATING WIRE ROPE
Wire rope should always be cleaned carefully before lubrication. Scraping or steaming removes most of the dirt and grit that has accumulated on used wire rope. Rust should be removed at regular intervals by wire brushing. The objective of cleaning is to remove all foreign material and old lubricant from the
Wire rope bending around hoist drums and sheaves will wear like any other metal article, so lubrication is just as important to an operating wire rope as it is to any other piece of working machinery. For a wire rope to work right, the wires and strands must be free to move. Friction from corrosion or lack of lubrication shortens the service life of wire rope.
Deterioration from corrosion is more dangerous than that from wear because corrosion ruins the inside wires - a process hard to detect by inspection. Deterioration caused by wear can be detected by examining the outside wires of the wire rope because these wires become flattened and reduced in diameter as the wire rope wears.
Both internal and external lubrication protects a wire rope against wear and corrosion. Internal lubrication can be properly applied only when the wire rope is being manufactured, and manufacturers customarily coat every wire with a rust-inhibiting lubricant, as it is laid into the strand. The core is also lubricated in manufacturing,
Lubrication that is applied in the field is designed not only to maintain surface lubrication but also to prevent the loss of the internal lubrication provided by the manufacturer. The Navy issues an asphaltic petroleum oil that must be heated before using. This lubricant is known as Lubricating Oil for Chain, Wire Rope, and Exposed Gear and comes in two types:
Continue Reading