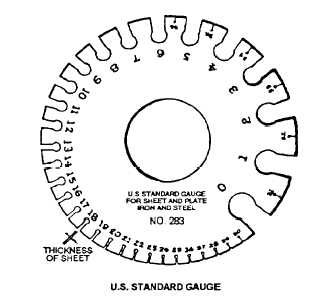
Figure 2-25. - Sheet-metal guage.
The length of the cut is determined by the position of the BACK GAUGE when the metal is inserted from the front of the shears. The FRONT GAUGE controls the length of the cut when the metal sheet is inserted from the rear. The front gauge is seldom used and is usually removed from the shears. A BEVEL GAUGE permits angular cuts to be made.
To make a cut, set the back gauge to the required dimension by using the graduated scale on the top of the extension arms or on the graduated section on the bed top. Hold the piece firmly against the SIDE GAUGE with both hands until the HOLD-DOWN comes into position, and apply pressure to the FOOT PEDAL.
NOTE:
KEEP HANDS CLEAR OF THE BLADE AND FEET FROM BENEATH THE FOOT PEDAL.
RING AND CIRCULAR SHEARS (fig. 2-26) are intended for cutting inside and outside circles in sheet metal. The CLAMPING HEAD is positioned for the desired diameter and the blank is inserted. Lower the CUTTING DISC and make the cut.
SHEET-METAL BENDING AND FORMING EQUIPMENT
Sheet metal is given three-dimensional shape and rigidity by bending. Sheet metal can be formed by hand or with various special tools and machines. several techniques are described in the following sections.
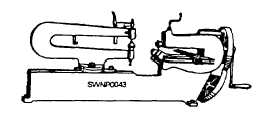
Figure 2-26. - Ring and circular shears
Stakes
METAL STAKES allow the sheet-metal craftsman to make an assortment of bends by hand Stakes come in a variety of shapes and sizes. The work is done on the heads or the horns of the stakes. They are machined, polished, and, in some cases, hardened Stakes are used for finishing many types of work; therefore, they should NOT be used to back up work when using a chisel. The following is an assortment of the most common stakes that are used within the NCF and Public Works Departments (fig. 2-27):
1. SQUARE STAKES (fig. 2-27, view A) have square-shaped heads and are used for general work Three types are used: the coppersmith square stake with one end rounded, the bevel edge square stake that is offset, and the common square stake. Some of the edges are beveled and this allows them to be used for a greater variety of jobs.
2. The CONDUCTOR STAKE (fig. 2-27, view B) has cylindrical horns of different diameters and is used when forming, seaming, and riveting pieces and parts of pipes.
3. The HOLLOW MANDREL STAKE (fig. 2-27, view C) has a slot in which a bolt slides allowing it to be clamped firmly to a bench. Either the rounded or the flat end can be used for forming, seaming, or riveting. There are two sizes available with an overall length of either 40 or 60 inches.
4. The BLOW HORN STAKE (fig. 2-27, view D) has two horns of different tapers. The apron end is used for shaping blunt tapers and the slender-tapered end is used for slightly tapered jobs.
5. The BEAKHORN STAKE (fig. 2-27, view E) is a general-purpose stake. The stake has a round-tapered horn on one end and a square-tapered horn on the other end. This stake is used for riveting and shaping round or square work
6. The DOUBLE-SEAMING STAKE WITH FOUR INTERCHANGEABLE HEADS (fig. 2-27, view F) has two shanks and either one can be installedContinue Reading