Home > Construction Training Manuals > Steelworker Volume 02 > Figure 2-43.Burrs Turned On A Cylindrical Section.
bar folder and forced into place around the wire with a setting hammer or pliers (fig. 2-42).
Turning a Burr. - A BURR, in sheet-metal language, is a narrow flange turned on the circular section at the end of a cylinder (fig. 2-43). Before you cut the section, remember that additional material must be added to the basic dimensions of the object for the burr. Figure 2-44 shows how to calculate the additional material.
After the rotary machine has been adjusted to turn the proper size burr, the work is placed in position and the upper roll lowered. Make one complete revolution of the piece, scoring the edge lightly. Lower the upper roll a bit more, creating more pressure, and make another turn. Continue this operation, raising the disc slightly after each turn until the burr is turned to the required angle (fig. 2-45).
This procedure is also used to turn the burr on the bottom of the cylinder for a double seam (fig. 2-46). The two pieces are snapped together, the burr set down, and the seam completed (fig. 2-47).
NOTE: Because turning a burr is a difficult operation, you should turn several practice pieces to
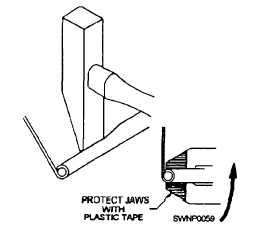
Figure 2-42. - Setting a wire edge with a setting hammer or pliers.
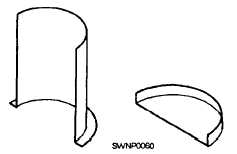
Figure 2-43. - Burrs turned on a cylindrical section.
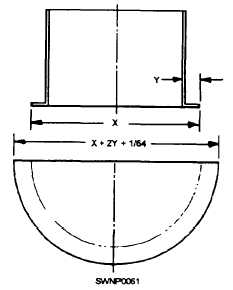
Figure 2-44. - Calculating the material needed for a double seam.
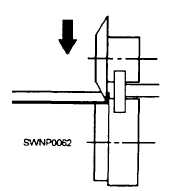
Figure 2-45. - Turning a burred edge.
Figure 2-46. - Fitting burred sections together.
develop your skill before turning the burr on the actual piece to be used.
Continue Reading