Home > Construction Training Manuals > Steelworker Volume 02 > Figure 3-65.90-Degree Bend Made With Ten Separate Wrinkles.
The main problem you will have in bending copper tubing and pipe is preventing wrinkles and flat spots. Wrinkles are caused by compression of the pipe wall at the throat (inside) of the bend. Flat spots are caused by lack of support for the pipe wall, by stretch in the heel (outside) of the bend, or by improper heating.
If the pipe is properly packed and properl y heated, wrinkles and flat spots can be prevented by bending the pipe in segments so that the stretch is spread evenly over the whole bend area. When a pipe is bent, the stretch tends to occur at the middle of the bend. If the bend area is divided into a number of segments and then bent in segments, the stretch will occur at the center of each segment and thus be spread more evenly over the bend area. Another advantage of bending in segments is that this is almost the only way you can follow a wire template accurately.
When bending steel and some other piping materials, you can control wrinkles and flat spots by first overbending, the pipe slightly and then pulling the end back (fig. 3-64).
Hot bends are made on a bending slab (fig. 3-64). The pull to make the bend is exerted in a direction parallel to the surface of, the bending slab. The necessary leverage for forming the bend is obtained by using chain falls, by using block and tackle, or by using a length of pipe that has a large enough diameter to slip over the end of the packed pipe. Bending pins and hold-down clamps (dogs) are used to position the bend at the desired location.
Be sure to wear asbestos gloves when working on hot bending jobs. Pins, clamps, and baffles often have to be moved during the bending operation. These items absorb heat radiated from the pipe as well as from the torch flame. You cannot safely handle these bending accessories without proper gloves.
Each material has its peculiar traits, and you will need to know about these traits to get satisfactory
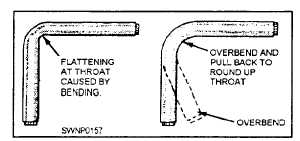
Figure 3-64. - Overbending to correct flattening of pipe.
results. The following hints for bending different materials should prove helpful:
WROUGHT IRON - Wrought iron becomes brittle when hot, so always use a large bend radius. Apply the torch to the throat of the bend instead of to the heel.
BRASS& - Do not overbend, as brass is likely to break when the bend direction is reversed.
COPPER - Hot bends may be made in copper, although the copper alloys are more adaptable to cold bending. This material is one that is not likely to give any trouble.
ALUMINUM - Overbending and reverse bending do not harm aluminum, but because there is only a small range between the bending and melting temperature, you will have to work with care. Keep the heat in the throat at all times. You will not be able to see any heat color, so you must depend on "feel" to tell you when the heat is right for bending. You can do this by keeping a strain on the pipe while the bend area is being heated. As soon as the bend starts, flick the flame away from the area. Play it back and forth to maintain the bending temperature and to avoid overheating.
CARBON-MOLYBDENUM and CHROMIUM- MOLYBDENUM - These maybe heated for bending, if necessary, but caution must be exercised so as not to overheat the bend area. These types of metal are easily crystallized when extreme heat is applied. Pipes made from these materials should be bend cold in manual or power-bending machines.
WRINKLE BENDS
It may seem odd that after describing precautions necessary to keep a bend free of wrinkles, we next describe a method which deliberately produces wrinkles as a means of bending the pipe. Nevertheless, you will find the wrinkle-bending technique a simple and direct method of bending pipe, and perhaps in man y pipe-bending situations, the only convenient method. This would particularly be the case if no bending slab were available or if time considerations did not permit the rather lengthy sand-packing process.
Basically, wrinkle bending consists of a simple heating operation in which a section of the pipe is heated by a gas welding torch. When the metal becomes plastic (bright red color), the pipe is bent SLIGHTLY, either by hand or by means of tackle
Continue Reading