layout and the measurements are correct. After determining that the layout is accurate, the layout person should center punch all cutting lines. This ensures accurate cutting with either a torch or shears. The work can be checked after cutting because each piece will have one half of the center punch marks on the edge of the material. Remember, always cut with the kerf of the torch on the outside edge of the cutting lines.
LAYOUT OF STRUCTURAL SHAPES
Structural shapes are slightly more difficult to lay out than plate. This is because the layout lines may not be in view of the layout person at all times. Also, the reference line may not always be in view.
Steel beams are usually fabricated to fit up to another beam. Coping and slotting are required to accomplish this. Figure 3-32 shows two W 10 x 39 beams being fitted up. Beam A is intersecting beam B at the center. Coping is required so beam A will butt up to the web of beam B; the connecting angles can be welded to the web, and the flanges can be welded together.
A cut 1 1/8 inches (2.8 cm) long at 45 degrees at the end of the flange cope will allow the web to fit up under the flange of beam B and also allow for the fillet. The size of the cope is determined by dividing the flange width of the receiving beam in half and then subtracting one half of the thickness of the web plus 1/16 inch. This determines how far back on beam A the cope should be cut.
When two beams of different sizes are connected, the layout on the intersecting beam is determined by whether it is larger or smaller than the intersected beam. In the case shown in figure 3-33, the
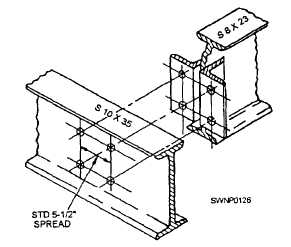
Figure 3-33. - Typical framed construction, top flange flush.
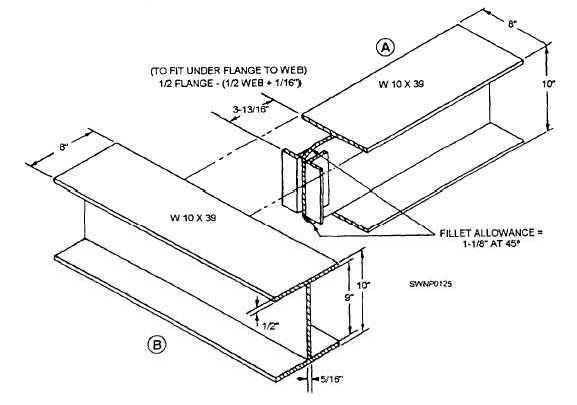
Figure 3-32. - Fabrication and fit-up for joining two beams of the same size.
Continue Reading