many teeth to be in contact with the material. The more teeth in contact, the greater the feed pressure required to force them into the material. Excessive feed pressure will cause off-line cutting.
POWER HACKSAWS
The POWER HACKSAW is found in all except the smallest shops. It is used for cutting bar stock, pipe, tubing, or other metal stock. The power hacksaw (fig. 12- 13) consists of a base, a mechanism for causing the saw frame to reciprocate, and a clamping vise for holding the stock while it is being sawed. Two types of power hacksaws are in use today: the direct mechanical drive and the hydraulic drive.
The capacity designation of the power hacksaw shown is 4 inches by 4 inches. This means that it can handle material up to 4 inches in width and 4 inches in height.
Three types of feed mechanisms are in use today. They are as follows:
1. Mechanical feed, which ranges from 0.001 to 0.025 inch per stroke, depending upon the class and type of material being cut.
2. Hydraulic feed, which normally exerts a constant pressure but is so designed that when hard spots are encountered, the feed is automatically stopped or shortened to decrease the pressure on the saw until the hard spot has been cut through.
3. Gravity feed, which provides for weights on the saw frame. These weights can be shifted to increase or decrease the pressure of the saw blade on the material being cut.
All three types of feed mechanisms lift the blade clear of the work during the return stroke.
Hacksaw Blades
The blade shown in figure 12-14 is especially designed for use with the power hacksaw. It is made with a tough alloy steel back and high-speed steel teeth-a combination which gives both a strong blade and a cutting edge suitable for high-speed sawing.
These blades vary as to the pitch of the teeth (number of teeth per inch). The correct pitch of teeth for a particular job is determined by the size of the section and the material to be cut. Use coarse pitch teeth for wide, heavy sections to provide ample chip clearance. For thinner sections, use a blade with a pitch that will keep two or more teeth in contact with the work so that the teeth will not straddle the work. Such straddling will strip the teeth. In general, you select blades according to the following information:
1. Coarse (4 teeth per inch - for soft steel, cast iron, and bronze.
2. Regular (6 to 8 teeth per inch) - for annealed high carbon steel and high-speed steel.
3. Medium (10 teeth per inch) - for solid brass stock, iron pipe, and heavy tubing.
4. Fine (14 teeth per inch) - for thin tubing and sheet metals.
Speeds and Coolants
Speeds on hacksaws are stated in strokes per minute - counting, of cm-use, only those strokes that cause the blade to come in contact with the stcck. Speed changing is usually accomplished by means of a gearshift lever. There maybe a card attached to your equipment or near it, stating recommended speeds for
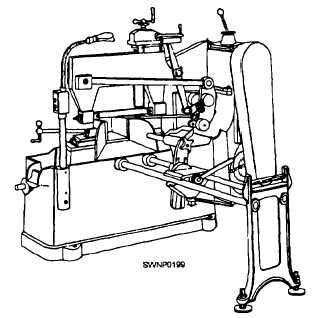
Figure 12-13. - Power hacksaw.
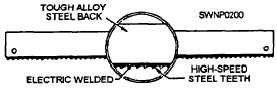
Figure 12-14. - Power hacksaw blade.
Continue Reading