Home > Construction Training Manuals > Utilitiesman Basic Volume 02 > Handhole And Manhole Gasket Maintenance
defective gaskets, bellows, valves, valve seats, floats, buckets, linkages, and orifices. Use only matched sets of replacement valves and seats. Make certain all replacement parts are of the correct size. Do not change the weight of floats or buckets when repairing traps, or operation may be affected. Often, it is more economical to purchase and install new parts than to recondition defective elements. Repair or replace leaking bypass valves. Repack valve stems.
FAN MAINTENANCE
The forced-draft fan should be checked daily to prevent an accumulation of dust in or around the fan. KEEP THE FAN CLEAN! Also, check daily on the sound of the fan. If it is not normal, report the matter promptly to your supervisor.
A daily check should also be made to ensure adequate lubrication of the fan. The temperature is another item that should not be overlooked. This you can test by feel. In case of excessive temperature, notify your supervisor immediately.
Because induced-draft fans are exposed to hot, dirty gases, they must be observed closely to prevent operating difficulty. Taking proper care of the fan requires DAILY attention to ensure that the following conditions are met:
1. Bearings are kept cool and well lubricated.
2. Fan is kept clean. Also, see that any change from the normal in sound is reported promptly to your supervisor.
HANDHOLE AND MANHOLE GASKET MAINTENANCE
At each regular boiler overhaul, all handhole and manhole fittings and gasket seating surfaces on the drums and headers must be cleaned, inspected, repaired, or renewed if necessary. If the plates are warped, distorted, or otherwise damaged, they must be repaired or renewed.
Whenever handholes and manholes are opened, new gaskets must be fitted. After a gasket has once been compressed, it must be discarded, as it will not provide a seal. Be sure to use the correct size and type of gasket. Never use any makeup compound on the seating surfaces when installing the gaskets. Graphite may be used on the threads of the stud to prevent seizure of the nut.
Before installing a new gasket, thoroughly clean the two gasket seating surfaces (one on the drum or header and one on the plate). Be sure you remove all the corrosion or other surface deposits and all adhering pieces of the old gasket. It is impossible to obtain a tight joint as long as any foreign matter remains on either seating surface or in the corners of the fitting. Be sure to water-soak the new gasket for 24 hours before installation.
Power-driven wire brushes are best for cleaning the seating surfaces. Scrapers should be used only when wire brushes are not enough to clean the surface. Scrapers must be used with great care, if they are used at all, since they tend to remove too much metal from the seating surfaces.
If the gasket seating surfaces show a lot of pitting, you may have to get these surfaces machined or reground. If the seating surface on a handhole or manhole plate is badly pitted or damaged, discard the plate and replace it with a new one or one that has been machined to blueprint specifications.
The clearance between the shoulder of a manhole plate and the manhole must not exceed one-sixteenth of an inch when the plate is centered accurately. Figure 2-6 shows where the clearance is measured. If the clearance is greater than one-sixteenth of an inch, the plate should be built up by electric welding at the inner edge of the shoulder. Steelworkers should do the welding, so the manhole plate may be stress-relieved after it is welded and the welded surface may be remachined.
To position a manhole gasket properly, fit it on the long axis until the inner edge of the gasket fits the shoulder snugly at the ends of the long axis of the manhole plate. The clearance between the gasket and the shoulder should be equalized at the top and bottom of the short axis. Do NOT allow the outer edge of the gasket to protrude at any point beyond the gasket-seating surface in the drumhead. If an edge protrudes, the gasket may unravel when it is compressed by the tightening of the manhole cover. Discard any gasket that protrudes beyond the edge of the gasket-seating surface.
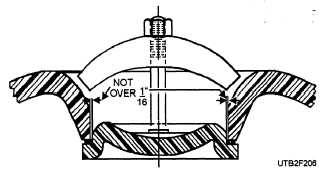
Figure 2-6. - Manhole plate clearance.
Continue Reading