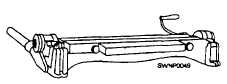
Figure 2-32. - Bar folder.
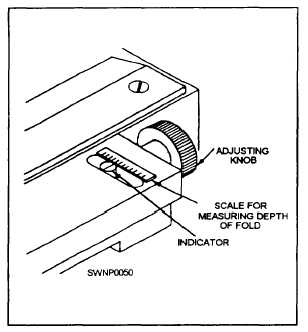
Figure 2-33. - Fold size depth gauge.
3. With the left hand holding the metal, pull the handle as far forward as it will go. Return the handle to its original position.
4. Place the folded section on the beveled section of the blade, as close to the wing as possible. Flatten the fold by pulling the handle forward rapidly.
BRAKES. - Large sheet-metal sections are formed by using bending brakes. These machines produce more uniform bends than can be made by hand and require significantly less effort. The two most commonly used brakes are the cornice brake and the finger brake.
A CORNICE BRAKE is shown in figure 2-36. Two adjustments have to be made before using the machine.
1. Adjust the UPPER JAW or CLAMPING BAR vertically for the gauge of sheet metal to be bent. The clamping device holds the work solidly in position, provided it is correctly adjusted. For example, if the clamping device is set for 18 gauge sheet metal and you
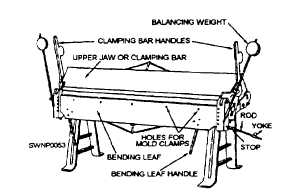
Figure 2-36. - Cornice brake.
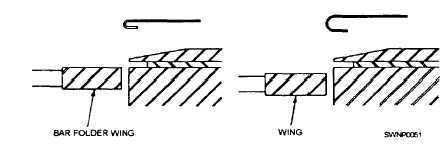
Figure 2-34. - Wing setting determines the tightness of fold.
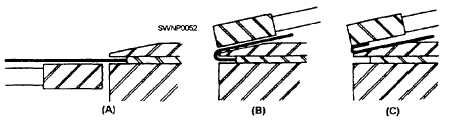
Figure 2-35. - Making a hemmed edge.
Continue Reading