in a bench plate, allowing the stakes to be used vertically or horizontally. This stake is used for double seaming large work of all types and for riveting.
7. The HAND DOLLY (fig. 2-27, view G) is a portable anvil with a handle that is used for backing up rivet heads, double seams, and straightening.
Other Forming Tools
Stakes are designed to fit in a BENCH PLATE (fig. 2-28). The bench plate is a cast-iron plate that is affixed to a bench. It has tapered holes of different sizes that support the various stakes that can be used with the plate. Additionally, there is another type of bench plate that consists of a revolving plate with different size holes which can be clamped in any desired position.
The SETTING HAMMER (fig. 2-29) has a square, flat face and the peen end is single-tapered. The peen is for setting down an edge. The face is used to flatten seams. Setting hammers vary in size from 4 ounces to 20 ounces and their use is determined by the gauge of the metal and the accessibility of the work.
A WOOD MALLET (fig. 2-30) provides the necessary force for forming sheet metal without marring the surface of the metal.
Narrow sections can be formed with the HAND SEAMER (fig. 2-31). Its primary use is for turning a flange, for bending an edge, or for folding a seam. The width of the flange can be set with the knurled knobs on the top of the jaw.
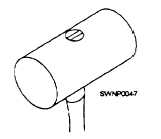
Figure 2-30. - Wood mallet
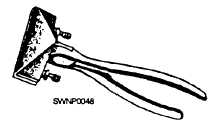
Figure 2-31. - Hand seamer.
Forming and Bending Machines
Many machines have been designed to perform precise sheet-metal bending operations. They include the bar folder, several types of brakes, roll forming machines, and combination rotary machines. These machines are described next.
BAR FOLDER. - The BAR FOLDER (fig. 2-32) is designed to bend sheet metal, generally 22 gauge or lighter. Bar folders are used for bending edges of sheets at various angles, for making channel shape (double-right angle folds), and for fabricating lock seams and wired edges. Narrow channel shapes can be formed but reverse bends cannot be bent at close distances. The width of the folder edge is determined by the setting of the DEPTH GAUGE (fig. 2-33). The sharpness of the folded edge, whether it is to be sharp for a hem or seam or rounded to make a wire edge, is determined by the position of the WING (fig. 2-34). Right-angle (90°) and 45-degree bends can be made by using the 90-degree and 45-degree ANGLE STOP.
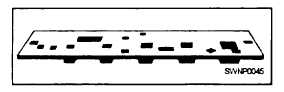
Figure 2-28. - Bench plate.
Hemmed edges are made in the following manner (fig. 2-35):
1. Adjust the depth gauge for the required size, and position the wing for the desired fold sharpness.
2. Set the metal in place, setting it lightly against the gauge fingers.
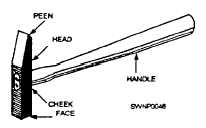
Figure 2-29. - Setting hamer.
Continue Reading