TM 9-243
FACTORSTO CONSIDER WHEN USING GAGE BLOCKS - Continued
Error range
Error range
millionths of
millionths of
C/ass
Work
an inch
Class
Work
an inch
I
Verifying gages, setting
5 to 20
III
Setup of grinding, milling
40 to 100
instruments, and tool
and drill machines, and
inspection.
parts inspection.
I I
Layout of jigs, fixtures and
20 to 40
dies, setting instruments,
and tool inspection.
CARE OF RING AND SNAPGAGES
2
Always consider the abrasive action of the part on
the gage. Cast iron, steel, and cast aluminum are
more abrasive than brass, bronze, and nonmetals
such as plastics. Use particular care when gaging
cast iron, steel, and cast aluminum.
3
When gages are stored, arrange them neatly in a
drawer or case so that they do not contact other
tools or each other.
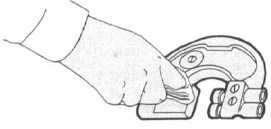
4
Always hold the gages in your hands when check-
1
Always make certain that the surfaces of the parts
ing. Never clamp them in a vise.
gaged and the gage itself are kept free from abra-
5
At frequent intervals, check all gages for accuracy
sives, dirt, grit, chips, and all foreign matter.
and wear with gage blocks or master gages.
CARE OF GAGE BLOCKS
1.
Observe particular care when using gage blocks to
measure hardened work. The danger of scratching
is increased when the work is as hard as the block,
or harder.
2.
Never touch the measuring surfaces of blocks any
more than necessary. The moisture from your
hands contains an acid which, if not removed, will
eventually. stain the blocks.
3.
Before using blocks, ensure there is no grease, oil,
dirt, or any foreign substances on block.
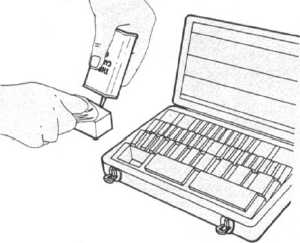
4.
Every time a set of blocks is used, all the blocks
which have been cleaned for use must be covered
with a film of acid-free oil, such as boiled petrolatum,
before they are put away. Wipe them with an oiled
chamois as you return the blocks to their places in
the case.
15-9/(15-10 blank)